Как залудить паяльник: подготовка и уход за паяльником. Как залудить жало паяльника правильно: советы и рекомендации
Нельзя в домашнем хозяйстве обойтись без паяльника. Он необходим и при ремонте бытовой техники, и при починке радиоаппаратуры, да и во многих других случаях приходит паяльник на выручку любому домашнему мастеру. Перед применением паяльник следует подготовить (залудить) специальным образом, чтобы пайка получалась качественной и долговечной.
Заточка жала паяльника
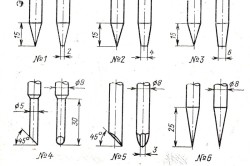
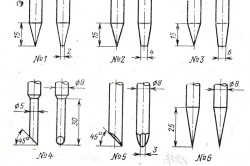
Перед тем как начинать паять следует подготовить к работе новый паяльник, а точнее, под определенную форму заточить жало и покрыть сверху тонким слоем припоя. Необходимо заточить жало напильником под углом в 30-40 градусов, так, чтобы в результате получился клин. Следует затупить острый край жала, чтобы в результате у нас был плоский край в один миллиметр примерно шириной, у новых паяльников уже заточено жало клином, но покрыто он слоем патины – зеленоватым окислом кислорода и меди. Необходимо убирать этот окисел мелкозернистой шкуркой или напильником по металлу. Кроме клиновидной «классической» формы можно придать жалу и другую форму, все здесь будет зависеть от того, что вы паять будете. Можно для пайки мелких деталей, к примеру, можно его форму сделать наподобие вытянутого конуса с шириной края при этом в 2-3 миллиметра. Или же в краю сделать пропил, чтобы одним касанием можно было выпаивать SMD-резисторы. Сразу после того, как жало заточили, необходимо его установить в сам паяльник и залудить. Если этого не сделано, то окислится на воздухе медная поверхность жала и заново придется заточить его!
Как залудить жало паяльника?

Затем нам необходимо залудить жало паяльника, то есть покрыть ее тонким слоем припоя. Включают для этого в сеть электрический паяльник и ждут, когда до определенной температуры прогреется стержень. Когда прогреется жало, станет заметно это по красноватому оттенку, станет медь оранжево-красноватого цвета. Не стоит затягивать прогрев, иначе обгорит жало. Как только чуть красноватый оттенок приобретет жало, его прислоняют к смоле или к кусковой канифоли.
Будет при этом обильное выделение дыма. Покрывают расплавленной канифолью все жало. Далее небольшой кусочек припоя расплавляют, добиваясь равномерного покрытия припоем жала. Можно о деревянную дощечку потереть жало, так лучше по поверхности медного жала растечется припой. Ровным слоем припоя должно быть покрыто медное жало. Если остались на поверхности припоем непокрытые участки, то лучше будет повторить процесс. Вот так осуществляется подготовка к работе паяльника. Процесс надо по мере необходимости повторять, но совсем не обязательно делать это часто. Старались все достаточно подробно, так что у вас должно получиться.
Уход за паяльником

Паяльник, как и любой другой инструмент, нуждается в уходе. Жало у паяльника время от времени выгорает, появляются на нем неровности и рытвины. Выгорание устраняется затачиванием жала и его лужением. Также необходимо внимание обратить на то, что стержень при длительном использовании покрывается окалиной, что препятствует быстрому прогреву жала.
Почему выгорает жало паяльника ? Дело заключается в том, что медь при нагреве частично в припое растворяется, а сам край жала подвергается пусть и небольшому, но все-таки механическому воздействию. Также необходимо отметить, что когда не используется паяльник, сильно жало разогревается и способствует это окислению меди. Поэтому рекомендуют при холостом простое или выключить паяльник или уменьшить температуру жала. У обыкновенного электрического паяльника нет температурной регулировки, поэтому лучше выключить его при простое.
Окалину удаляют следующим образом . Пассатижами из паяльника вытаскивают медный стержень. Со стержня убирают окалину при помощи мелкозернистой шкурки. Можно небольшим слоем графита покрыть стержень, потерев его о грифель обыкновенного карандаша. Это в будущем предотвратит быстрое образование окалины. По нагревательному элементу паяльника легким постукиванием добиться извлечения и нагревательного элемента окалины, где установлен был медный стержень. На прежнее место устанавливают медный стержень.
Время от времени следует проверять состояние изоляции вашего электрического паяльника. Замеряют для этого сопротивление между жалом паяльника и сетевой вилкой. На омметре необходимо установить мегаомный предел измерения (1-10 Мом). Следует помнить, что нельзя руками касаться при замере сопротивления металлических шурупов мультиметра. Иначе, покажет прибор общее сопротивление замеряемой цепи и вашего тела. Должен показать прибор бесконечно большое сопротивление. Это свидетельством будет добротной изоляции между электрической сетью и жалом паяльника.
Лужение

Лужение – это процесс покрытия тонким слоем припоя поверхности припоя – может быть как самостоятельной, конечной операцией, так и подготовительным и промежуточным этапом пайки. Когда это подготовительный этап, в большинстве случаев успешное лужение детали означает, что самая трудоемкая часть паяльной работы (соединение с металлом припоя) выполнена, припаять друг к другу облаженные детали, как правило, не составляет особого труда.
Лужение кончиков электрических проводов является одной из самых частых процедур. Ее производят перед припайкой к контактам проводов, между собой спаиванием или для того чтобы обеспечить более лучший контакт с клеммами при подсоединении при помощи болтов. Из многожильного облуженного провода сделать удобно колечко, которое обеспечивает удобство при креплении к клемме, а также отличный контакт. Провода могут быть алюминиевыми и медными, одножильными и многожильными, лаком покрытыми или нет, новыми и чистыми или старыми закисленными. В зависимости от данных особенностей их обслуживание и различается.
Проще всего будет лудить медный одножильный провод. Если новый он, то окислами не покрыт и даже без зачистки лудится, нужно просто флюс нанести на поверхность провода, нанести припой на прогретый паяльник и по проводу проводить паяльником, пи этом слегка поворачивая провод. Лужение, как правило, осуществляется без проблем. Если же не хочет лудиться проводник – из-за наличия лака (эмали), то вам поможет обыкновенный аспирин. Знание о том, как паяльником паять при помощи таблетки аспирина (ацетилсалициловая кислота) может оказаться в некоторых случаях очень полезным. Необходимо ее положить на дощечку, к ней прижать проводник и паяльником прогреть его в течение нескольких секунд. При этом плавиться начинает таблетка, и разрушает лат образующаяся кислота. Провод после этого легко лудиться.
Если аспирина нет, то с поверхности проводника убрать мешающий лужению лак также помогает и хлорвиниловая изоляция от электропроводов, которая выделяет при нагревании вещества, разрушающие лаковое покрытие. Необходимо к кусочку изоляции прижать паяльником проводок и протащить несколько раз его между паяльником и изоляцией. После чего в обычном порядке облудить провод. При зачистке от лака с помощью ножа и наждачной бумаги нередки надрезы и обрывы тонких жил провода. При зачистке с помощью обжига, провод потерять может прочность, и сломаться легко. Следует также учитывать, что расплавленный аспирин и поливинилхлорид в воздух выделяют для здоровья человека вредные вещества. Еще, для проводов покрытых лаком (эмалью) можно будет купить специальный флюс, который удаляет лак.
Новый медный многожильный провод также легко лудиться, как и одножильный. Состоит единственная особенность в том, чтобы его вращать в ту сторону, при которой скручиваться будут проводки, а не раскручиваться. Могут быть старые провода покрыты окислами, которые препятствуют лужению. Поможет с ними справиться та же таблетка аспирина. Необходимо проводник расплести, его положить на аспирин и паяльником прогреть несколько секунд, проводником двигая взад-вперед и исчезнет ваша проблема облужения. Потребуется для лужения алюминиевого провода специальный флюс – к примеру, тот, который и именуется так «флюс для пайки алюминия». Является универсальным данный флюс и также подходит для пайки металлов с химически стойкой окисной пленкой – в частности нержавеющей стали. Необходимо при его использовании только не забыть про то, что следует после очистить соединение от всех остатков флюса, чтобы избежать коррозии. Если образовался избыток прибоя на них при лужении проводов, то его можно убрать, расположив вертикально провод концом вниз и к его концу прижав нагретый паяльник. С провода на паяльник стечет лишний припой.
Лужение большой поверхности металла

Может потребоваться лужение поверхности металла для защиты его от коррозии или для последующей припайки другой детали к нему. Даже если совсем новы лист лудится, который выглядит внешне чистым, всегда могут на его поверхности находиться посторонние вещества – различные загрязнения, консервирующая смазка. Если же лудится лист, который покрыт ржавчиной, то он нуждается тем более в очистке. Поэтому всегда начинается лужение с тщательной очистки поверхности. Зачищается ржавчина металлической щеткой или наждачной шкуркой, масла и жиры убираются ацетоном, бензином или иным растворителем. Затем кисточкой или прочим инструментом, который соответствует флюсу, наносится на поверхность листа флюс (это может быть не обычный пастообразный флюс, а к примеру, раствор хлористого цинка или прочий активный флюс). Разогревается паяльник с относительно большей плоской поверхностью жала до нужной вам температуры и наносится припой на поверхность детали. Желательно при этом, чтобы мощность паяльника была примерно 100 Вт и выше. Затем прикладывают паяльник к припою на детали наибольшей плоскости и в таком положении держится. Зависит время нагрева детали от ее размеров, площади контакта и мощности паяльника. Свидетельствует о достижении необходимой температуры вскипание флюса, плавление припоя и его растекание по поверхности. Припой постепенно по поверхности распределяется. Поверхность металла после лужения очищается от всех остатков флюса мыльной водой, бензином, ацетоном, спиртом (в зависимости от химического состава флюса).
Если не растекается припой по поверхности металла, то может быть это из-за плохой очистки перед лужением поверхности, плохого прогрева металла (по причине того, что мощности паяльника не хватает, недостаточного времени прогрева металла, маленькой площади контакта), грязного наконечника паяльника. Еще может быть причиной неправильный выбор припоя или флюса.
Может осуществлять лужение путем нанесения с паяльника припоя и распределением его по поверхности «жалом», или подачей припоя непосредственно на саму площадку – плавится припой от прикосновения к разогретому металлу детали.
Пайка листового металла внахлест

В процессе ремонта кузовов автомобилей и всевозможных различных жестяных работ возникает в пайке листового металла внакладку необходимость. Ставить листовые детали друг на друга наложением можно двумя способами, - облудив их предварительно, или применяя паяльную пасту, которая содержит флюс и припой. Перекрывающиеся зоны деталей в первом случае после механической зачистки и обезжиривания лудят предварительно. Затем прикладывают части соединения друг к другу обезжиренными поверхностями, зажимными устройствами фиксируются и с разны сторон прогреваются при помощи паяльника до температуры плавления припоя. Свидетельством удачной пайки выступает вытекание из зазора расплавившегося припоя. После подготовки деталей при втором способе контактная зона одной из деталей покрывается специальной паяльной пастой. Затем в нужном положении фиксируют детали, зажимами стягивают и, как в самом первом случае, прогревают с двух сторон шов паяльником. При приобретении паяльной пасты, необходимо обращать свое внимание на ее предназначение, так как многие паяльные пасты предназначены для пайки электроники и активных флюсов не содержат, которые позволяют сталь паять.
- Специфика отечественных электроприборов
- Преимущества паяльной станции
- Правила лужения медного сердечника
- Правила лужения необгораемого сердечника
Порой домашние умельцы недоумевают, почему электропаяльник работает плохо, даже недавно купленный. Нередко это объясняется тем, что его жало в ходе эксплуатации обгорает, покрываясь слоем нагара, и припой никак не хочет к нему прилипать. Многие, конечно, знают, что надо удалить нагар и облудить жало паяльника, но не соблюдают все правила работы. При этом не всегда учитывают особенности паяльников различных конструкций.
Паяльной станцией работать безопасно и удобно, благодаря точной настройке рабочей температуры.
Для качественной работы необходимы следующие приборы, инструменты и вспомогательные средства:
- электропаяльник с подставкой;
- напильник, наждачная бумага;
- канцелярский нож;
- плоскогубцы;
- тиски;
- припой;
- флюс;
- куски старого махрового полотенца;
- поролоновая губка;
- глицерин.
Специфика отечественных электроприборов
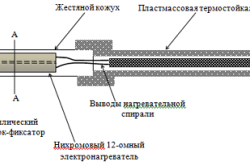
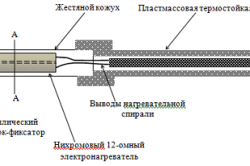
Фото 1. Конструкция паяльника.
Выбираемый паяльник должен соответствовать характеру предстоящих работ. Неслучайно они отличаются своей мощностью. Слабый прибор не сможет достаточно прогревать большие области пайки, а чересчур мощный будет перегревать и сжигать металл.
Принцип выбора подходящего электропаяльника таков: чем объемнее детали, которые предстоит брать в работу, тем более мощный нужен прибор.
Так, монтаж маленьких электронных микросхем осуществляют паяльниками от 4 до 18 Вт. Для работы с печатными платами их мощность варьируется от 25 до 60 Вт. А крупные детали, корпуса или шасси нужно паять только электроприборами от 50 до 120 Вт.
В обычных отечественных паяльниках (см. фото 1) температура, до которой раскаляется жало, не регулируется и может достигать +450˚С. Такая высокая температура зачастую не только не нужна, но и вредна. Прикосновение к канифоли напоминает извержение вулкана. Пайка получается низкого качества, а действующий орган электроприбора, быстро изнашиваясь, выходит из строя.
Для обычных бытовых нужд, конечно, вполне годится простой дешевый паяльник. И приобретать первые навыки пайки лучше, начиная с такого прибора. Но если предстоит выполнять тонкие работы, то имеет смысл приобрести так называемую паяльную станцию.
Вернуться к оглавлению
Преимущества паяльной станции
Ее конструкцией предусмотрен терморегулятор, благодаря которому можно задавать нужную температуру жала. Питается она от компактного мини-трансформатора, дающего низкое напряжение от 12 до 36 В, поэтому работать паяльной станцией гораздо более безопасно. К тому же благодаря гальванической развязке никакие сетевые электромагнитные наводки не проникают в паяемые электронные детали, например, в особо чувствительные к ним виды диодов.
Схемы регуляторов температуры жала паяльника.
Кроме того, в отечественных паяльниках используется медное жало красновато-рыжего цвета. Медь обладает прекрасной теплопроводностью, но у нее есть существенный недостаток: от соприкосновения с воздухом она чрезвычайно быстро окисляется. И достаточно тончайшей пленки окиси меди на жале, чтобы она отторгала олово или его сплавы.
Проблема и в том, что флюсы – средства для удаления пленок на поверхностях паяемых деталей – разъедают не только окислы, но и саму медь жала. Вдобавок ее понемногу растворяют припои. И со временем рабочий орган паяльника не узнать: он сплошь в выемках, неровностях. Из-за них жало то и дело приходится затачивать. При использовании канифоли – порой еженедельно, а применяя флюс без канифоли – едва ли не через час.
В Японии, Китае, США, других странах давно устранили этот недостаток, выпуская долговечные, необгораемые жала. Их сразу можно отличить от отечественных по блестящему белому цвету. Такой цвет придает им тонкий защитный слой никеля, но основа жала – все та же медь.

При работе таким жалом припой не катается на нем, а поступает точно к месту пайки. Обращаться с паяльной станцией следует очень бережно, не прилагая грубых физических усилий. Иначе можно легко повредить никелевую защиту жала, и из-за обнажившихся участков меди оно вскоре придет в негодность.
Паяльные станции мировых фирм Hakko, Pace, Ersa, Weller, Antex, Adcola, Ungar отличаются более толстым покрытием и служат намного дольше, но и стоят гораздо дороже, чем китайская продукция. Особой прочностью обладает жало серии Goot (Япония), медный стержень которого покрыт двойным толстым слоем: сначала стали, а потом алюминия. Но даже такое «вечное» жало тоже нельзя оставлять без защиты – оно должно быть под тонким слоем припоя.
Вернуться к оглавлению
Правила лужения медного сердечника
Итак, чтобы можно было паять детали качественно и быстро, следует облудить жало паяльника (см. видео). Предварительно наконечник нового или уже побывавшего в работе прибора нужно до блеска зачистить напильником и наждачной бумагой. Причем полностью – и открытую его часть, и находящуюся в теле паяльника. Кстати, внутреннюю часть жала желательно смазывать термопастой – она улучшает теплопроводность и облегчает последующее извлечение наконечника.
Затем паяльник нагревают, периодически проверяя наконечником состояние канифоли. В емкость с расплавленной канифолью кладут небольшой кусочек припоя. Затем быстро опускают зачищенное и вытертое мокрой тканью жало, помещая его под кусок припоя.
При этом жидкая канифоль очищает сердечник от окисла меди, а плавящийся припой сразу же залуживает его. Не надо экономить канифоль – если ее мало, припой распределится по поверхности наконечника неровно, бугорками. А нужно добиваться, чтобы его слой был равномерным.
Потом остается только быстро удалить излишки покрытия, протерев жало мокрым полотенцем.
И впредь надо следить, чтобы оно не нагревалось свыше +300˚С, иначе сердечник снова окислится и все труды окажутся бесполезными.
Некоторые умельцы варьируют температуру, подключая к паяльнику диммер – регулятор мощности освещения помещений.
Чтобы облудить жало прибора, опытные мастера пользуются припоем марки «ПОС-40» (с 40% олова) в виде толстых прутьев, которые обычно расплющивают перед работой. Менее желателен припой «ПОС-61» – он легче плавится, поэтому его слой на сердечнике выгорает гораздо быстрее. Наносить припой на жало удобнее всего вторым, более мощным паяльником.
Мы уже Вам рассказывали о том, где немного остановились на таком этапе пайки, как лужении оголенных медных жил. Сейчас мы более подробно расскажем, зачем лудить провода и как это правильно сделать без наличия опыта в работе с паяльником. Инструкция будет предоставлена следующим образом – сначала поговорим о том, для чего нужно лужение, после чего поговорим обо всех нюансах этого процесса.
Почему это так важно?
Дело в том, что на воздухе медь может окисляться, что часто приводит к ухудшению контакта между проводами. В дальнейшем плохой контакт начинает нагреваться и как следствие – может произойти возгорание электропроводки. Чтобы этого не происходило и было долговечным, надежным и безопасным, необходимо лудить зачищенные концы жил с помощью свинцово-оловянного припоя.
Помимо этого лужение используют во время пайки, к примеру, при к блоку питания. Если жилы LED-ленты не облудить, место пайки будет ненадежным и не исключено, что со временем проводки отвалятся.
Пошаговая инструкция
Итак, чтобы Вам было понятно, как правильно лудить провода, предоставляем пошаговую инструкцию в картинках:

Вот таким способом Вы сможете качественно и быстро лудить провода в домашних условиях. Обращаем Ваше внимание на то, что лужение тонких проводов от наушников (либо микрофона) нужно выполнять немного по-другому. Так как проводки эмалированные (вскрыты лаком), сначала Вы должны аккуратно счистить эмаль острым ножом. После этого уже необходимо выполнить лужение паяльником.
Видео уроки по теме:
Вы можете лудить провода и без канифоли – используя специальную паяльную кислоту. В этом случае сначала нужно обработать рабочие поверхности (жало и кончик проводка) кисточкой, смоченной в кислоту, после чего уже наносить припой. И тот и другой способ можно использовать, не опасаясь за качество будущего соединения. Что касается толстого провода, облудить его проще, чем очень тонкого. Немного сноровки и еще меньше времени на это потребуется, главное – не забудьте зачистить поверхность жилы ножом.
Вот по такой простой технологии можно самому выполнить лужение паяльником. Надеемся, что теперь Вы знаете, как лудить провода и для чего это нужно. Если какой-то момент был Вам не понятен, рекомендуем просмотреть наглядную видео инструкцию либо задать вопрос в комментариях!
Обязательно прочтите:
- Как залудить жало паяльника?
- Как правильно подготовить провода для скрутки к пайке?
- Как происходит пайка проводов?
- Советы по лужению
До того как залудить паяльник, следует узнать, в чем заключается данная процедура и для чего ее нужно проводить. Суть состоит в том, что в результате паек из-за перегрева жало паяльника окисляется и, соответственно, теряет способность нормально расплавлять припой. Поэтому периодически возникает необходимость залудить его, то есть снять окисленную пленку.
Для этого можно использовать несколько способов, общий принцип которых сводится к следующему: при помощи напильника, наждачной бумаги, точильного камня или любого другого абразива следует очистить жало и натереть его до металлического блеска, а затем покрыть рабочую часть припоем.
Как залудить жало паяльника?
Все паяльники, за исключением так называемых паяльных станций, которые представляют собой проволочный припой из оловянной трубки с канифолью, надо залуживать. И в первую очередь это касается новых инструментов, для того чтобы привести жало в рабочее состояние и использовать его для пайки.
Чтобы залудить жало паяльника, следует к его срезу приложить абразивный материал, удобнее всего работать небольшим напильником (хотя у каждого мастера со временем вырабатывается свой любимый метод) и затачивать его до блеска, идеальной гладкости, следя при этом затем, чтобы срез получился ровным. Четких требований к тому, какую форму придать жалу, нет. Универсальной является форма в виде среза, но для выполнения пайки, например, радиодеталей, транзисторов, SMD-детали более удобной является конусообразная форма, которой добиваются точности и качества соединений.
Кроме абразивной обработки, жало можно отковать. В этом случае удается добиться увеличения срока его эксплуатации из-за меньшей растворимости в припое. Также следует обратить внимание на то, что жало паяльника может быть и съемным, закрепленным с помощью винта. В таком случае его значительно легче обработать напильником, просто сняв его.
Для того чтобы залудить паяльник, его надо включить в розетку и подождать до тех пор, пока он не разогреется до своей рабочей температуры. Горячее жало надо опустить в подготовленную заранее канифоль, а затем – в оловянный припой. Надо настроиться, что данную процедуру придется выполнить несколько раз (в среднем – 3-5 раз, но все зависит от мощности паяльника, состояния жала, его рабочей части).
Достав жало из припоя, его надо приложить к дереву. Для этого мастера обзаводятся небольшими дощечками (предпочтительно из хвойных пород дерева из-за смолы, наличие которой в древесине помогает ускорить процесс, хотя допускается использовать и другие доски, но только не материалы из древесных опилок, таких, как ДСП). Надо соблюдать последовательность (сначала канифоль, затем припой на доску) до тех пор, пока срез жала не приобретет равномерный слой припоя блестящего серебристого цвета.
Это своеобразное свидетельство того, что жало паяльника удалось залудить правильно и качественно. Можно залудить жало при помощи другого паяльника, но, так как редко у домашних мастеров в наличии одновременно имеются два инструмента, данный метод используется редко.
Часто бытовые паяльники не обладают большой мощностью, например, от 25 до 65 Вт, а электросети не всегда могут обеспечить стабильные 220 В. Поэтому жало может не нагреваться до своей рабочей температуры, что может не позволит залудить его. Об этом красноречиво будут свидетельствовать шарики, скатывающиеся из припоя и настойчиво не желающие к жалу прилипать. Выход в этом случае один: надо использовать стабилизатор напряжения или трансформатор с возможностью повышения напряжения. Иногда допускается увеличить его до 230 В.
Вернуться к оглавлению
Как правильно подготовить провода для скрутки к пайке?
Для того чтобы, например, припаять медный проводок к другому в скрутке или к жестянке из латуни, их потребуется залудить не менее тщательно, чем жало. Для этого используется жало паяльника, которое, естественно, должно быть разогретым.
Разогретое до нужной температуры жало окунают в сначала в канифоль, затем – в припой, после – на провод или жестянку, прижимая его плотно и одновременно елозя по поверхности. Данная процедура должна выполняться очень быстро, для того чтобы не дать возможности канифоли успеть испариться. Следует заметить, что это очень кропотливая работа и такую процедуру придется делать неоднократно, до тех пор, пока на поверхности подготавливаемых к пайке материалов не образуется ровный слой припоя.
Затрачиваемое на залуживание поверхности время отличается для чистых материалов, не успевших еще окислиться от деталей с приличным слоем окислов. В этом случае их рекомендуется сначала снять механическим способом, например, с помощью напильника или наждачной бумаги. В особо сложных случаях, когда никак не удается залудить проволоку, вместо канифоли лучше использовать специальный химический состав, паяльную пасту или кислоту, которая в основном используется для лужения железа.
Часто для пайки используется припой в виде проволоки. В этом случае жало паяльника после канифоли быстро прикладывается к залуживаемой поверхности, одновременно в точке их соприкосновения ставится проволочный припой. Кончиком жала надо тереть об край припоя. Таким образом канифоль и олово взаимодействуют между собой, происходит обогащение этим соединением места контакта.
Вернуться к оглавлению
Как происходит пайка проводов?
Залуженные материалы полностью готовы к пайке, которая обеспечит между ними надежную связь, например, для безопасного и беспрепятственного движения электрического тока (если выполняется скрутка электрических проводов). Непосредственно процесс пайки выглядит следующим образом:

Для пайки проводов паяльником понадобятся канифоль и пропой.
- Сначала к месту соединительного контакта надо поднести жало паяльника с припоем, который и обволочет залуженные части деталей.
- Так как процесс пайки обеспечивается присутствием канифоли, то, как правило, для того чтобы выполнить пайку, необходимо несколько раз окунать в нее паяльник, а затем подносить его к месту соединения.
- Процесс пайки следует завершить в тот момент, когда залуженные части деталей полностью окажутся в припое. В этот момент аккуратно убирается жало так, чтобы не сдвинуть их.
- Место пайки считается застывшим, после того как блеск припоя несколько ослабнет.
В бытовых условиях есть потребность в пайке цветных металлов: медь, латунь, олово, свинец, золото или серебро – все они довольно податливы в работе. Значительно сложнее будет совладать со сталью, железом или цинком, прежде всего, из-за того, что они значительно хуже поддаются лужению. А вот алюминий и некоторые другие металлы с помощью бытового паяльника паять нельзя.
Но паяльник можно использовать не только для соединения различных металлических деталей, но и для их разъединения. В этом случае выполняется обратный процесс, но для этого жало паяльника тоже должно быть залужено правильно. Для того чтобы отпаять, например, провода в скрутке, надо разогреть место соединения. Жало следует обмакивать в канифоль и подносить к припою до тех пор, пока последний не расплавится. После этого детали очень легко разъединить. Для того чтобы удалить остатки канифоли с их поверхности, можно маленькой кисточкой обработать их растворителем.
Практически каждый хозяин сталкивается с такой технической операцией, как пайка с помощью паяльника, однако не каждый хозяин знает, как облудить паяльник. В процессе использования у некоторых умельцев возникает вопрос по поводу того, почему в процессе эксплуатации паяльник начинает плохо работать. Очень часто отказ от работы обусловлен тем, что в процессе работы происходит обгорание и покрытие жала паяльника слоем нагара. Наличие нагара на поверхности жала приводит к тому, что припой перестает прилипать к нему. Большинство умельцев знают, что для восстановления работоспособности требуется удалить нагар и провести облужение наконечника устройства, однако не все соблюдают эти требования к работе, и не каждый хозяин знает, как правильно осуществлять процедуру облужения жала.
Для восстановления работоспособности устройства следует приготовить следующие приборы, инструменты и материалы:
- паяльник;
- наждачная бумага и плоский напильник;
- плоскогубцы;
- тиски;
- припой;
- флюс;
- кусок махрового полотенца;
- кусок поролоновой губки;
- глицерин.
При проведении этой процедуры следует учитывать особенности конструкции паяльников.
Особенности отечественных паяльников

Приобретаемый инструмент должен иметь соответствующие технические характеристики, чтобы можно было выполнять те операции, выполнение которых на прибор возложено. Различные модели паяльников отличаются между собой мощностью нагревательного элемента. Использование приборов со слабой мощностью не позволит нормально работать при необходимости прогрева большой области пайки, а слишком мощные паяльники будут в процессе работы перегревать и пережигать металл подвергающийся пайке.
При выборе паяльника следует придерживаться принципа – чем больше поле для пайки и чем объемней детали, тем мощнее требуется для работы инструмент. Для проведения монтажных работ с использованием различных микросхем применяются паяльники с мощностью от 4 до 18 Вт. Для работы с печатной платой понадобится прибор имеющий мощность от 25 до 60 ВТ. Для пайки крупных и объемных элементов используется оборудование с мощностью нагревательного элемента от 50 до 120 Вт.
Самые простые отечественные приборы не имеют терморегулирующих устройств, а жало таких приборов способно разогреваться до температуры в 450 градусов Цельсия. Такая температура является вредной при проведении пайки. При осуществлении прикосновения таким раскаленным жалом к канифоли происходит ее бурное плавление, напоминающее извержение вулкана.
При использовании для пайки перегретого жала соединение получается низкого качества, а используемое в процессе работы жало устройства быстро изнашивается. Для выполнения тонких операций рекомендуется приобретать паяльную станцию.
Преимущества использования паяльных станций
В конструкции паяльной станции предусмотрена установка терморегулятора, благодаря наличию которого в процессе выполнения работы можно задавать жалу инструмента необходимую температуру. Питание установки осуществляется от низковольтного трансформатора имеющего выходное напряжение от 12 до 36 вольт. Такая конструкция позволяет безопасно работать прибором. Благодаря наличию гальванической развязки, в процессе работы не происходит проникновения в паяемые детали электромагнитных наводок. Особенно полезной эта техническая характеристика становится при проведении работ по пайке диодов, так как эти элементы электроники являются особо чувствительными к различным электромагнитным воздействиям.
В отечественных паяльниках и паяльных станциях в качестве материала для изготовления жала применяется медь. Она обладает высокой теплопроводностью, однако наравне с этим имеет один существенный недостаток. В процессе нагрева и соприкосновения с воздухом материал очень быстро подвергается окислению.
При возникновении этого процесса на поверхности рабочего элемента прибора возникает тонкая оксидная пленка, которая препятствует нормальной работе прибора. Благодаря пленке происходит отторжение олова и его сплавов от рабочего элемента.
Используемые при работе флюсы вызывают не только удаление пленки оксидов, но и разъедают само медное тело жала. Помимо этого, при нагреве медь рабочего элемента растворяется в небольшом количестве используемыми припоями. В процессе интенсивной эксплуатации на жале паяльника появляются выемки и неровности.
Для использования паяльника потребуются припой и канифоль.
Для устранения этой проблемы импортные производители выпускают специальные необгораемые жала. От обычных они отличаются белой блестящей поверхностью. Такой цвет поверхности придает им использование в качестве защитного слоя покрытия из никеля. Внутри основу такого жала составляет медь.
При работе с таким жалом требуется определенная осторожность, необходимая для того, чтобы избежать возникновения повреждения покрытия. Так как в случае возникновения последнего, рабочий элемент быстро приходит в негодность.
Некоторые производители для продления сроков службы паяльного жала делают покрытие из никеля более толстым или двойным. При изготовлении двойного покрытия для него применяется сталь и алюминий.
Основные правила лужения медного сердечника
Для качественной и быстрой пайки требуется облудить жало паяльника. Предварительной зачистке подвергается как новый, так и использовавшийся в работе рабочий элемент.
Зачистка проводится до блеска при помощи напильника и наждачной бумаги. При этом требуется проводить зачистку как открытой, так и закрытой части сердечника.
После проведения зачистки паяльник нагревается, и наконечник опускается в канифоль. К канифоли добавляется небольшой кусок припоя. Очищенное и вытертое мокрой тканью жало помещается в канифоль под припой.

Плавящаяся канифоль осуществляет очистку жала от оксида меди, а припой обеспечивает залуживание наконечника паяльника.
В процессе проведения операции экономить канифоль не следует, так как при небольшом ее количестве происходит неравномерное распределение припоя по поверхности рабочего элемента. После проведения операции излишки покрытия удаляются при помощи мокрой тряпки.
В процессе работы таким жалом следует контролировать его нагрев. При возникновении перегрева выше 300 градусов происходит окисление сердечника, что потребует повторного проведения операции по очистке и лужению.
Для того чтобы контролировать температуру и мощность паяльника, в его цепь питания можно включить диммер, представляющий собой регулятор мощности, который используется в электроцепях освещения помещений.
Для проведения обслуживания лучше всего использовать припой марки ПОС-40 в виде толстого прутка расплющенного перед проведением процедуры.
Припой марки ПОС-61 не рекомендуется использовать для этих целей, так как он имеет меньшую температуру плавления и быстрее выгорает на рабочем элементе паяльника. Нанесение припоя на поверхность жала лучше всего при использовании второго более мощного паяльника.
Основные правила проведения лужения необгораемого сердечника
С необгораемым жалом требуется обращаться с особой осторожностью. Такой тип сердечников в отличие от сердечников, изготовленных из меди без использования покрытия, нельзя зачищать при помощи напильника или наждачной бумаги. Такой тип наконечника протирается только мокрым куском махрового полотенца. Для очистки сердечника можно использовать губку, смоченную в глицерине. Для очистки от излишков припоя и окислов можно использовать специальный очиститель, в который время от времени требуется опускать сердечник паяльника.
О степени нагрева сердечника можно судить по качеству получаемой пайки. В случае достижения оптимальной температуры место пайки имеет блестящий вид и гладкий четкий контур. В случае если происходит перегрев сердечника, наблюдается растекание припоя по детали, а пайку выполнить невозможно. При недостаточном нагреве место пайки имеет матовый цвет и низкую прочность соединения элементов.
Для лужения старого и сильно обгоревшего сердечника можно использовать препарат Solins TTC-20. В составе препарата имеется фосфорный аммоний, который облегчает очистку. Для очистки жало нагревается до 350 градусов и опускается в препарат под углом 45 градусов с одновременным вращением.
 (1 оценок, в среднем: 5,00 из 5)
(1 оценок, в среднем: 5,00 из 5)

