Как залудить паяльник: подготовка и уход за паяльником. Пайка паяльником в домашних условиях
Умение паять в современной жизни, насыщенной электроприборами и электроникой, необходимо так же, как умение пользоваться отверткой и вантузом. Методов пайки металлов существует много, но прежде всего нужно знать, как паять паяльником, хотя в бытовых условиях осуществимы и могут понадобиться также другие ее способы. В помощь желающим освоить технологию ручных спаечных работ и предназначена эта статья.
Флюсы
Паяльные флюсы делятся на нейтральные (неактивные, бескислотные), химически с основным металлом не взаимодействующие или взаимодействующие в ничтожной степени, активированные, химически действующие на основной металл при нагреве, и активные (кислотные), действующие на него и холодными. В отношении флюсов наш век принес больше всего нововведений; большей частью все же хороших, но начнем с неприятных.
Первое – технически чистого ацетона для промывки паек в широкой продаже больше нет вследствие того, что он используется в подпольном производстве наркотиков и сам обладает наркотическим действием. Заменители технического ацетона – растворители 646 и 647.
Второе – хлористый цинк в активированных флюс-пастах часто заменяют тераборнокислым натрием – бурой. Соляная кислота – высокотоксичное химически агрессивное летучее вещество; хлорид цинка также токсичен, а при нагреве сублимирует, т.е. улетучивается не плавясь. Бура безопасна, но при нагреве выделяет большое количество кристаллизационной воды, что немного ухудшает качество пайки.
Примечание: бура сама по себе паяльный флюс для пайки погружением в расплавленный припой, см. далее.
Хорошая новость – теперь в продаже есть широчайший ассортимент флюсов на все случаи паяльной жизни. Для обычных спаечных работ вам понадобятся (см. рис.) недорогие СКФ (спиртоканифольный, бывший КЭ, второй в списке бескислотных флюсов в табл. I.10 на рис. выше) и паяльная (травленая) кислота, это первый в списке кислотный флюс. СКФ пригоден для пайки меди и ее сплавов, а паяльная кислота – для стали.
Пайки от СКФ нужно обязательно промывать: в состав канифоли входит янтарная кислота, при длительном контакте разрушающая металл. Кроме того, случайно пролитый СКФ мгновенно растекается по большой площади и превращается в очень долго сохнущую чрезвычайно липкую гадость, пятна от которой ничем не сводятся ни с одежды, ни с мебели, ни с пола со стенами. В общем СКФ для пайки хороший флюс, но не для ротозеев с растяпами.
Полноценный заменитель СКФ, но не такой противный при небрежном обращении – флюс ТАГС. Стальные детали более массивные, чем допустимо для пайки паяльной кислотой, и более прочно, паяют флюсом Ф38. Универсальным флюсом можно паять практически любые металлы в любых сочетаниях, в т.ч. алюминий, но прочность спая с ним не нормируется. К пайке алюминия мы еще вернемся.
Примечание: радиолюбители, имейте в виду – сейчас есть в продаже флюсы для пайки эмалированных проводов без зачистки!
Другие виды пайки
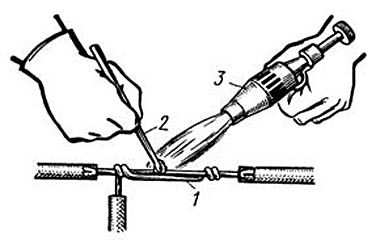
Любители мастерить также часто паяют сухим паяльником с бронзовым нелуженым жалом, т. наз. паяльным карандашом, поз. 1 на рис. Он хорош там, где недопустимо растекание припоя вне зоны пайки: в ювелирных изделиях, витражах, паяных предметах прикладного искусства. Иногда всухую паяют и микрочипы, монтируемые на поверхность, с шагом расположения выводов 1,25 или 0,625 мм, но это дело рискованное и для опытных специалистов: плохой тепловой контакт требует избыточной мощности паяльника и длительного нагрева, а обеспечить стабильность прогрева при ручной пайке невозможно. Для сухой пайки применяют гарпиус из ПОСК-40, 45 или 50 и флюс-пасты, не требующие удаления остатков.
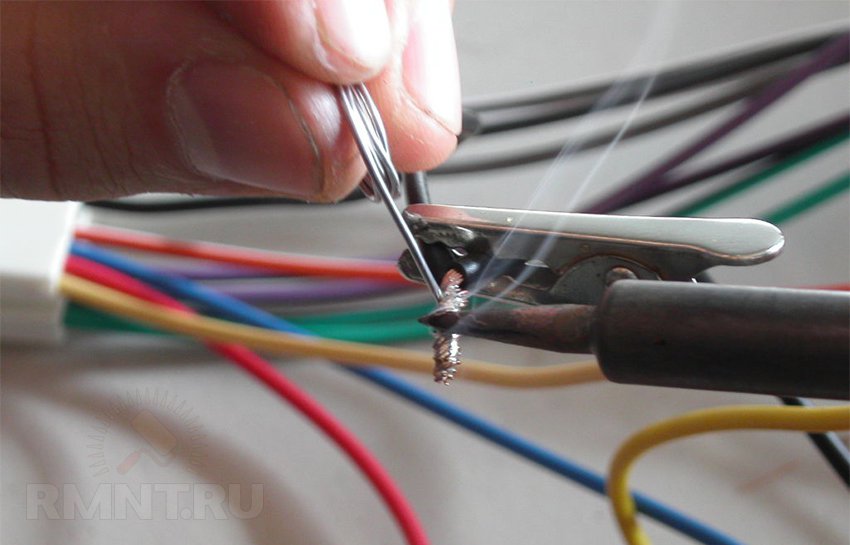
Тупиковые скрутки толстых проводов (см. выше) паяют погружением в футорку – ванночку с расплавленным припоем. Когда-то футорку грели паяльной лампой (поз. 2а), но ныне это дикость первобытная: электрофуторка, или паяльная ванна (поз. 2) дешевле, безопаснее и дает лучшее качество пайки. Скрутку в футорку вводят сквозь слой кипящего флюса, подаваемого на припой после его расплавления и прогрева до рабочей температуры. Простейший флюс в данном случае – порошок канифоли, но она скоро выкипает и еще быстрее пригорает. Лучше флюсовать футорку бурой, а если паяльная ванна используется для оцинковки мелких деталей, то это единственно возможный вариант. В таком случае максимальная температура футорки должна быть не ниже 500 градусов Цельсия, т.к. цинк плавится при 440.
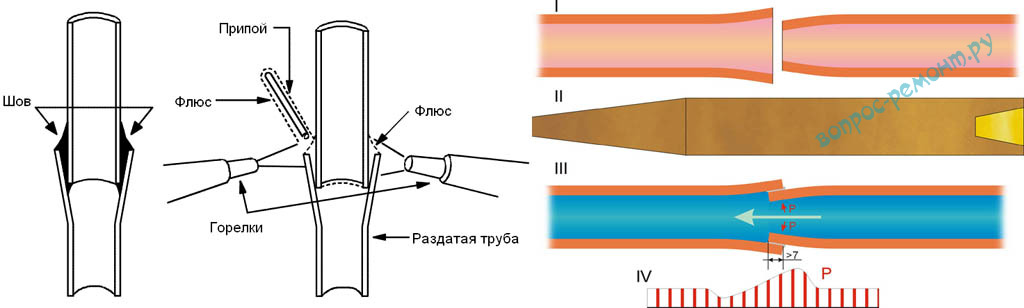
Наконец, массивную медь в изделиях, напр. трубы, паяют высокотемпературной пайкой в пламени. В нем всегда есть несгоревшие частицы, жадно поглощающие кислород, поэтому пламя обладает, как говорят химики, восстановительными свойствами: снимает остаточный окисел и не дает образоваться новому. На поз. 3 видно, как пламя специальной паяльной горелки буквально выдувает все ненужное из зоны пайки.
Высокотемпературную пайку ведут, см. рис. справа, равномерно потирая с нажимом зону пайки 1 палочкой твердого припоя 2. Пламя горелки 3 должно следовать за припоем, чтобы горячее пятно не оказалось на воздухе. Предварительно зону пайки греют, пока не пойдут цвета побежалости. К луженой твердым припоем поверхности можно припаять что-то еще припоем мягким как обычно. Подробнее о пайке в пламени см. далее, когда дело дойдет до труб.
Курьезно, но в некоторых источниках паяльную горелку обзывают паяльной станцией. Ну, рерайт есть рерайт, что с него возьмешь. На самом деле настольная паяльная станция (см. след. рис.) – оборудование для тонких паяльных работ: с микрочипами и др., где недопустим перегрев, растекание припоя куда не надо и пр. огрехи. Паяльная станция точно поддерживает заданную температуру в зоне пайки, и, если станция газовая, то контролирует подачу туда газа. В таком случае горелка входит в ее комплект, но сама по себе паяльная горелка паяльная станция не более, чем каменоломня – собор Василия Блаженного.
Как паять алюминий
Благодаря современным флюсам паять алюминий стало в общем не сложнее, чем медь. Для низкотемпературной его пайки предназначен флюс Ф-61А, см. рис. Припой – любой аналог припоев Авиа; в продаже есть разные. Единственно что – стержень в паяльник лучше вставить бронзовый луженый с насечками на жале примерно как у напильника. Он под слоем флюса легко соскоблит прочную пленку окисла, которая и не дает алюминию паяться просто так.
Для высокотемпературной пайки алюминия припоем 34А предназначен флюс Ф-34А. Однако греть зону пайки пламенем нужно очень осторожно: температура плавления самого алюминия всего 660 Цельсия. Поэтому высокотемпературную пайку алюминия лучше применять беспламенную камерную (пайка с печным подогревом), но оборудование для нее стоит дорого.
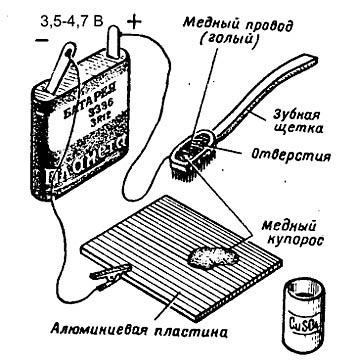
Есть еще «пионерский» способ пайки алюминия с предварительным омеднением. Он пригоден, когда требуется только электрический контакт, а механические напряжения в зоне пайки исключены, напр., если нужно соединить алюминиевый кожух с общей шиной печатной платы. «По-пионерски» пайка алюминия осуществляется на установке, показанной на рис. слева. Порошок медного купороса насыпают горкой в зону пайки. Зубную щетку пожестче, обмотанную голым медным проводом, окунают в дистиллированную воду и растирают ею с нажимом купорос. Когда на алюминии появится медное пятно, его лудят и паяют как обычно.
Мелкая пайка
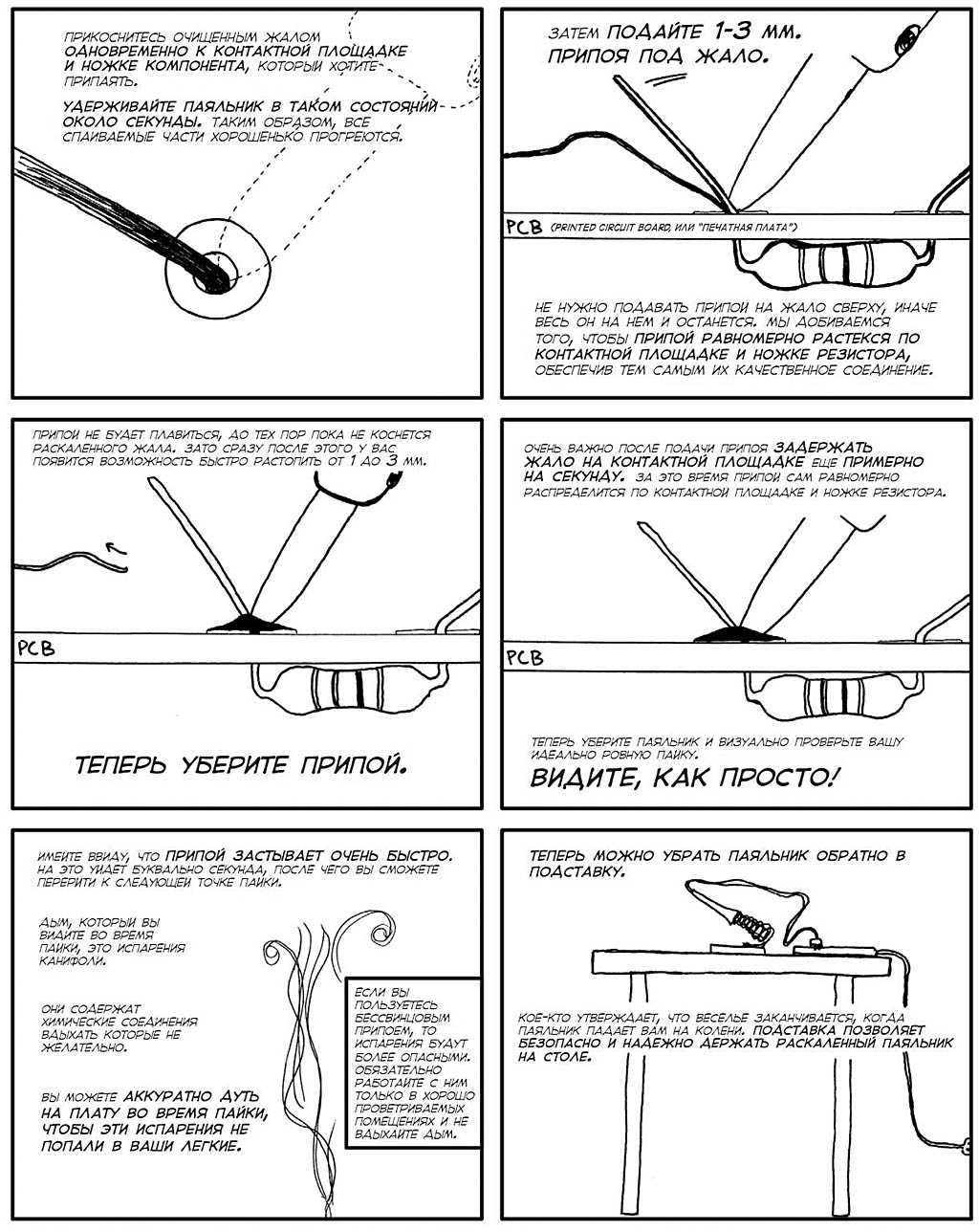
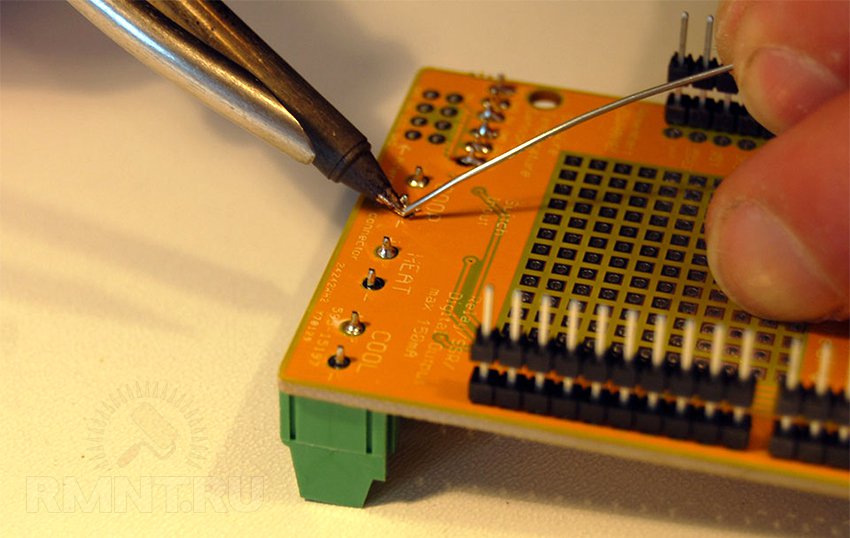
В пайке печатных плат есть свои особенности. Как паять детали на печатные платы, в целом см. небольшой мастер-класс в рисунках. Лужение проводов отпадает, т.к. выводы радиокомпонент и чипов уже луженые.
В любительских условиях, во-первых, нет особого смысла лудить все токоведущие дорожки, если устройство работает на частотах до 40-50 МГц. В промышленном производстве платы лудят низкотемпературными способами, напр. напылением или гальваническим. Прогрев дорожек паяльником по всей длине ухудшит их сцепление с основой и увеличит вероятность отслоения. После монтажа компонент плату лучше покрыть лаком. Медь от этого сразу потемнеет, но на работоспособность устройства это никак не повлияет, если только речь не идет об СВЧ.
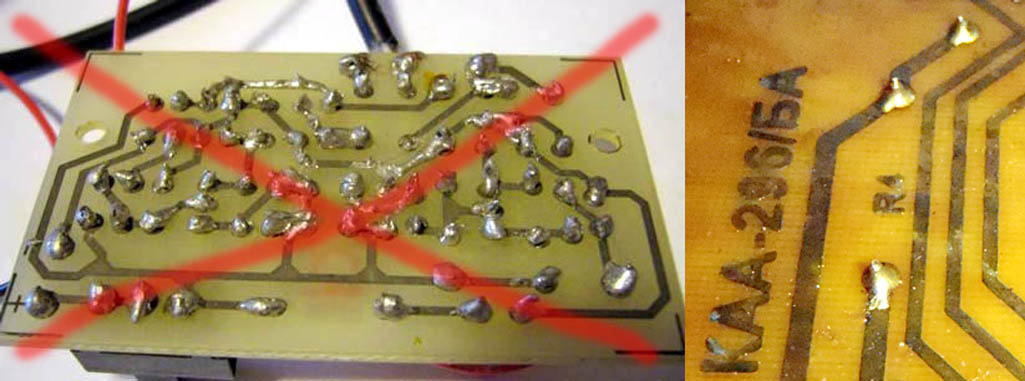
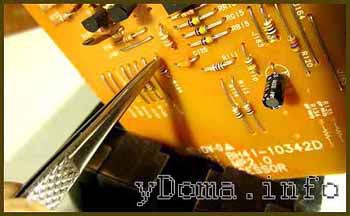
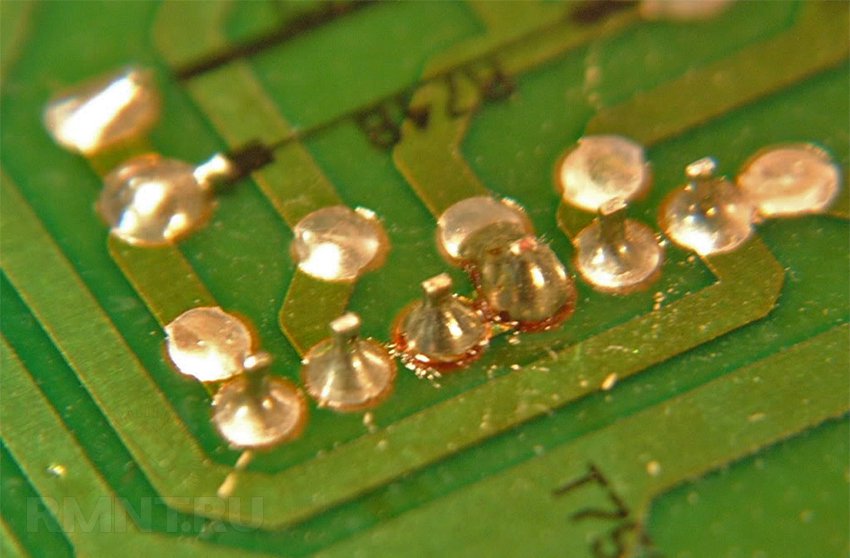
Затем, взгляните на нечто безобразное слева на след. рис. За такой брак и в недоброй памяти советском МЭПе (министерстве электронной промышленности) монтажников разжаловали в грузчики или подсобники. Дело даже не во внешнем виде или перерасходе дорогого припоя, а, во-первых, в том, что за время остывания этих блямб перегрелись и монтажные площадки, и детали. А большие тяжелые наплывы припоя – довольно инертные для уже ослабленных дорожек грузики. Радиолюбителям хорошо знаком эффект: спихнул нечаянно плату-«каракатицу» на пол – 1-2 или более дорожек отслоились. Не дожидаясь и первой перепайки.
Паечные наплывы на печатных платах должны быть округлыми гладкими высотой не более 0,7 диаметра монтажной площадки, см. справа на рис. Кончики выводов должны немного выступать из наплывов. Кстати, плата полностью самодельная. Есть способ в домашних условиях сделать печатный монтаж таким же точным и четким, как фабричный, да еще и вывести там надписи, какие хочется. Белые пятнышки – блики от лака при фотосъемке.
Наплывы вогнутые и тем более сморщенные – тоже брак. Просто вогнутый наплыв значит, что припоя недостаточно, а морщинистый, кроме того, что в пайку проник воздух. Если собранное устройство не работает и есть подозрение на непропай, смотрите в первую очередь такие места.
ИМС и чипы
По сути интегральная микросхема (ИМС) и чип одно и тоже, но для ясности, как в общем и принято в технике, микросхемами-«микрухами» оставим ИМС в DIP-корпусах, до больших по степени интеграции включительно, с выводами через 2,5 мм, устанавливаемые в монтажные отверстия или паечные пистоны, если плата многослойная. Чипами пусть будут сверхбольшие ИМС-«миллионники», монтируемые на поверхность, с шагом выводов 1,25 мм и меньшим, а микрочипами – миниатюрные ИМС в таких же корпусах для телефонов, планшетов, ноутбуков. Процессоры и прочих «камни» с жесткими многорядными штыревыми выводами не трогаем: они не паяются, а устанавливаются в специальные панельки, которые запаиваются в плату однократно при ее сборке на предприятии.
Заземление паяльника
Современные КМОП (CMOS) ИМС по чувствительности к статическому электричеству такие же, как ТТЛ и ТТЛШ, держат без повреждения потенциал в 150 В в течение 100 мс. Амплитудное значение действующего напряжения сети 220 В – 310 В (220х1,414). Отсюда вывод: паяльник нужен низковольтный, на напряжение 12-42В, включенный через понижающий трансформатор на железе, не через импульсник или емкостный балласт! Тогда даже прямой пробой на жало не испортит дорогущие чипы.
Остаются еще случайные, и тем более опасные, выбросы сетевого напряжения: сварку рядом включили, бросок сети был, проводка заискрила и т.п. Самый надежный способ уберечься от них – не отводить «бродячие» потенциалы с жала паяльника, а не пускать из туда. Для этого еще на спецпредприятиях СССР применялась схема включения паяльников, показанная на рис.:
Точка соединения C1 C2 и сердечник трансформатора подключаются непосредственно к контуру защитного заземления, а к средней точке вторичной обмотки – экранная обмотка (незамкнутый виток медной фольги) и заземлители рабочих мест. К контуру эта точка подключается отдельным проводом. При достаточной мощности трансформатора к нему можно подключать сколько угодно паяльников, не заботясь о заземлении каждого в отдельности. В домашних условиях точки a и b соединяют с общей клеммой заземления отдельными проводами.
Микросхемы, пайка
Микросхемы в DIP-корпусах паяются как прочие радиоэлектронные компоненты. Паяльник – до 25 Вт. Припой – ПОС-61; флюс – ТАГС или спиртоканифоль. Смывать его остатки нужно ацетоном или его заменителями: спирт берет канифоль туго, и между ножками отмыть им полностью не удается ни кисточкой, ни ветошью.
Что до чипов и тем более микрочипов, то паять их вручную настоятельно не рекомендуется специалистам любого уровня: это лотерея в весьма проблематичным выигрышем и весьма вероятным проигрышем. Если уж у вас дело дойдет до таких тонкостей как ремонт телефонов и планшетов, то придется раскошелиться на паяльную станцию. Пользоваться ею не намного сложнее, чем ручным паяльником, см. видео ниже, а цены вполне приличных паяльных станций ныне доступны.
Видео: уроки пайки микросхем
Микросхемы, выпайка
«По-правильному», ИМС для проверки при ремонте не выпаиваются. Их диагностика производится на месте специальными тестерами и методами и негодная удаляется раз и навсегда. Но любители не всегда могут себе это позволить, поэтому на всякий случай ниже даем ролик о методах выпайки ИМС в DIP-корпусах. Чипы с микрочипами умельцы тоже исхитряются выпаивать, напр., подсовывая под ряд выводов нихромовую проволочку и грея сухим паяльников, но это лотерея еще менее выигрышная, чем ручной монтаж больших и сверхбольших ИМС.
Видео: выпайка микросхем — 3 способа
Как паять трубы
Медные трубы паяют высокотемпературным способом любым твердым припоем для меди с активированной флюс-пастой, не требующей удаления остатков. Далее возможны 3 варианта:
- В медных (латунных, бронзовых) соединительных муфтах – паяльных фитингах.
- С полной раздачей.
- С неполными раздачей и сжатием.
Пайка медных труб в фитингах надежнее прочих, но требует значительных дополнительных расходов на муфты. Единственный случай, когда она незаменима – устройство отвода; тогда используется фитинг-тройник. Обе паяемые поверхности заранее не лудят, но покрывают флюсом. Затем трубу вводят в фитинг, надежно фиксируют и пропаивают стык. Пайка считается законченной, когда припой перестанет уходить в зазор между трубой и муфтой (нужен 0,5-1 мм) и выступит снаружи небольшим валиком. Фиксатор снимают не ранее чем через 3-5 мин по затвердевании припоя, когда стык уже можно держать рукой, иначе припой не наберет прочность и стык когда-то да потечет.
Как паяют трубы с полной раздачей, показано слева на рис. Давление «раздатая» пайка держит такое же, как и фитинговая, но требует доп. специнструмента для разворачивания раструба и повышенного расхода припоя. Фиксация впаиваемой трубы не обязательна, ее можно вдвинуть в раструб с проворотом, пока не заклинит намертво, поэтому пайку с полной раздачей часто делают в неудобных для установки фиксатора местах.
В домашней разводке из тонкостенных труб малого диаметра, где давление уже небольшое, а его потери несущественны, целесообразной может оказаться пайка с неполной раздачей одной трубы и сужением другой, поз. I справа на рис. Для подготовки труб достаточно круглой палки из твердого дерева с коническим острием в 10-12 градусов с одной стороны и усеченно-конической лункой в 15-20 градусов с другой, поз II. Концы труб обрабатывают, пока они без заклинивания не войдут друг в друга прим. на 10-12 мм. Лудят поверхности заранее, наносят на луженые еще флюса и соединяют до заклинивания. Затем греют до плавления припоя и подпирают зауженную трубу, пока ее не заклинит. Расход припоя выходит минимальным.
Важнейшее условие надежности такого стыка – сужение должно быть ориентировано по току воды, поз. III. Школьный закон Бернулли – обобщение для идеальной жидкости в широкой трубе, а у реальной жидкости в узкой трубе за счет ее (жидкости) вязкости максимум скачка давления смещается противоположно току, поз. IV. Возникает составляющая силы давления, прижимающая зауженную трубу к раздатой, и пайка получается очень надежной.
Что еще?
Ах да, подставки для паяльников. Классическая, слева на рис., пригодна для любых стержневых. Где на ней быть ванночкам для припоя и канифоли – дело ваше, какой-либо регламентации нет. Для маломощных паяльников с фартуком пригодны упрощенные подставки-скобы, в центре.
Паяльные станции комплектуются преимущественно пружинными или трубчатыми ложементами-гнездами для паяльников. В них вся горячая часть инструмента недоступна для прикосновения, но и промазать паяльником мимо них, сосредоточившись на пайке мелкой «россыпи», вероятнее. Но чего уж точно не надо делать, и что прямо запрещено ТБ – это подставку из подручных материалов, в которой паяльник лежит на ванночках для расходных материалов, справа на рис.





Паять паяльником на много проще чем, кажется на первый взгляд. Технология пайки паяльником успешно применялась египтянами еще 5 тысячелетий назад и с тех пор мало что ней изменилось.
Суть технологии пайки паяльником простая, с помощью расплавленного металла с более низкой температурой плавления соединяются любые и в любом сочетании металлы с более высокой температурой плавления.
Процесс пайки паяльником начинается с подготовки поверхностей деталей, подлежащих пайке. Для этого необходимо удалить с поверхностей следы грязи, при их наличии, и оксидную пленку. В зависимости от толщины пленки и формы поверхности, ее зачищают напильником или наждачной бумагой. Малые площади и круглые провода можно зачистить лезвие ножа. В результате должна получиться блестящая поверхность без пятен окислов и раковин. Жировые загрязнения убираются протиркой ветошью, смоченной в ацетоне или растворителе уайт-спирте (очищенный бензин).
После подготовки поверхностей их необходимо покрыть слоем припоя, залудить. Для этого на поверхность наносится флюс и прикладывается жало паяльника с припоем.

Для лучшей передачи тепла от жала паяльника к детали нужно прикладывать жало так, чтобы площадь соприкосновения была максимальной. Срез жала паяльника с припоем должен быть параллелен поверхности детали.
Самое главное при пайке паяльником, это прогреть до температуры расплавленного припоя спаиваемые поверхности. При недостаточном прогреве пайка получится матовой низкой механической прочности. При перегреве припой не будет растекаться по поверхности спаиваемых деталей и пайка вообще не получится.
После выполнения выше описанной подготовки детали прикладываются друг к другу, и выполняется пайка электрическим паяльником. Время пайки в зависимости от толщины и массы деталей составляет от 1 до 10 секунд. Многие радиоэлектронные компоненты допускают время пайки не более 2 секунд. Как только припой равномерно растечется по поверхностям деталей, паяльник отводится в сторону. Смещение деталей относительно друг друга до полного затвердевания припоя не допустимо, иначе механическая прочность и герметичность пайки будет низкой. Если такое случайно произошло, то нужно заново выполнить процедуру пайки.
Припой на жале горячего паяльника при ожидании пайки прокрывается окислами и остатками сгоревшего флюса. Перед пайкой жало необходимо очищать. Для очистки удобно использовать увлажненный кусок поролона любой плотности. Достаточно быстро провести жалом по поролону и вся грязь останется на нем.
Перед пайкой поверхности или провода, которые соединяются пайкой, в обязательном порядке должны быть облужены. Это гарантия качества паяного соединения и получения удовольствия от работы. Если Вы не имеете опыта работы с паяльником, то перед выполнением ответственных работ по пайке паяльником нужно сначала немного потренироваться. Начинать проще с одножильного медного провода, каким делают электропроводку. Первым делом нужно снять с проводника изоляцию.
Как залудить медные провода
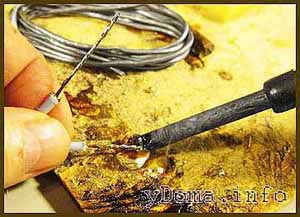
Когда изоляция снята, нужно оценить состояние проводника. Как правило, в новых проводах, медные проводники не покрыты окислами и их можно облуживать без зачистки. Достаточно взять немного припоя на жало паяльника, коснуться ним канифоли и поводить жалом по поверхности проводника. Если поверхность проводника чистая, то припой тонким слоем растечется по ней. Если припоя не хватило, то берется дополнительная порция с касанием канифоли. И так, пока весь проводник не будет полностью залужен. Удобнее лудить провода положив их на деревянную площадку, в качестве которой использую подставку для паяльника. Обычно на месте, где я всегда лужу, скапливается канифоль и процесс идет быстрее, можно захватывать больше припоя и не касаться лишний раз жалом канифоли.

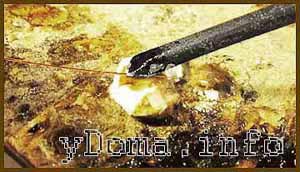
Иногда, вопреки ожиданиям, хотя проводник кажется без окислов, лудиться не хочет. Тогда я ложу его на таблетку аспирина и пару секунд прогреваю, а затем лужу на площадке. Лудится сразу без проблем. Даже медный провод с очевидным окислением, без предварительной механической зачистки, с аспирином сразу же порывается тонким слоем припоя.
Если Вам удалось паяльником залудить проводники, как на фото, то поздравляю с первой успешной работой по пайке.

С первого раза получить хорошую пайку паяльником сложно. Причин этому может быть несколько. Паяльник слишком нагрет для данного вида припоя, определить это можно по быстро образующейся темной пленке окислов на припое, который находится на жале паяльника. При чрезмерном нагреве жала паяльника, рабочая лопатка жала покрывается окислом черного цвета и припой на жале не удерживается. Температура жала паяльника не достаточна. В этом случае пайка получается рыхлой и выглядит матовой. Тут может помочь только применение регулятора температуры . Недостаточный прогрев провода при облуживании, бывает при малом количестве припоя на рабочей части жала. Площадь соприкосновения получается маленькой, и тепло плохо передается проводнику. Практиковаться нужно до тех пор, пока не получится залудить провода как на фото выше.
После лужения паяльником провода, на нем часто остаются излишки припоя виде наплывов. Для того, чтобы получился тонкий и равномерный слой нужно провод расположить вертикально, концом вниз, паяльник вертикально жалом вверх, и провести жалом по проводу. Припой тяжелый и весь перейдет на жало паяльника. Только перед этой операцией нужно удалить весь припой с жала, ударив ним легонько о подставку. Таким способом можно убирать излишки с места паек и на печатных платах.
Следующий этап тренировки это залудить паяльником многожильный медный провод, задача несколько сложнее, особенно если провод покрыт окислом. Снять оксидную пленку механическим способом затруднительно, нужно расплести проводники и зачистить каждые по отдельности. Когда я снял изоляцию с проводов термическим способом, то обнаружил, что верхний проводник весь порыт окислом, а нижний расплелся. Это, пожалуй, самый сложный случай для лужения. Но лудятся они с такой, же легкостью, как и одножильные.

Первое что необходимо это положить проводник на таблетку аспирина и прогревая паяльником подвигать, чтобы все проводники провода смочились составом аспирина (при нагревании аспирин плавится).
Далее лудите на площадке с канифолью, как описано выше, с той лишь разницей, что нужно прижимать провод жалом паяльника к площадке и в процессе облуживания провод вращать в одну сторону, чтобы проводники сплелись в единое целое.

Вот такими стали медные провода после лужения.

Из такого конца залуженного провода можно с помощью круглогубцев сформировать колечко, например для резьбового присоединения к контактам розетке, выключателя или патрона люстры или припаять к латунному контакту или печатной плате. Попробуйте сделать паяльником такую пайку.

Главное при соединении пайкой деталей, не сместить их относительно друг друга, пока не застыл припой.
Пайка паяльником любых деталей мало чем отличается от пайки проводов. Если у Вас получилось качественно залудить и припаять многожильный провод, то значит, Вы сможете выполнить любую пайку.
Как залудить очень тонкий медный проводник покрытый эмалью
Залудить паяльником тонкий проводник, с диаметром жили менее 0,2 мм изолированный эмалью, легко, если воспользоваться хлорвинилом. Изолирующие трубки и изоляция многих проводов делается из этого пластика. Нужно положить провод на изоляцию и легонько прижать жалом паяльника, затем протаскивать провод, каждый раз поворачивая. От нагрева хлорвинила выделяется хлор, который разрушает эмаль и провод легко залуживается.

Эта технология не заменима при пайке паяльником провода типа лицендрат, представляющий собой много тонких проволочек покрытых эмалью и свитых в один проводник.
С помощью таблетки аспирина тоже легко залудить паяльником эмалированный тонкий провод, точно также протягивается провод между таблеткой аспирина и жалом паяльника. На жале должно быть достаточное количество припоя и канифоли.
Пайка паяльником радиодеталей
При ремонте электроприборов часто приходится выпаивать из печатной платы и запаивать обратно радиоэлементы. Хотя операция эта не сложная, но все же требует соблюдения определенной технологии пайки.
Пайка паяльником резисторов, диодов, конденсаторов
Для того, чтобы выпаять из печатной платы двух выводной радиоэлемент, например резистор или диод, необходимо место его пайки разогреть паяльником до расплавления припоя и вытянуть вывод радиоэлемента из платы. Обычно вынимают вывод резистор из печатной платы, поддев его за вывод пинцетом, но пинцет часто соскальзывает, особенно если вывод радиоэлемента со стороны пайки загнут.

Для удобства работы губки пинцета нужно немного сточить, получившийся захват исключит соскальзывание губок пинцета.

Когда выполняют работы по демонтажу радиоэлементов, то всегда не хватает еще одной руки, нужно работать паяльником, пинцетом и еще удерживать печатную плату.
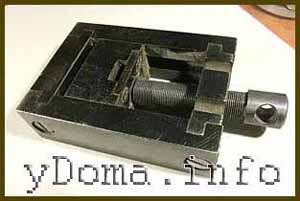
Третьей рукой мне служат настольные тески, с помощью которых свободный от деталей участок печатной платы можно зажать, и устанавливая тиски на любую боковую грань, ориентировать печатную плату в трех измерениях. Выполнять пайку паяльником будет удобно.
После выпаивания детали из платы, монтажные отверстия заплывают припоем. Освободить отверстие от припоя удобно зубочисткой, остро заточенной спичкой или деревянной палочкой.

Жалом паяльника расплавляется припой, зубочистка вводится в отверстие и вращается, паяльник убирают, после застывания припоя, зубочистка извлекается из отверстия.
Перед установкой для запайки нового радиоэлемента, необходимо в обязательном порядке убедиться в паяемости его выводов, особенно, если дата выпуска его не известна. Лучше всего просто залудить выводы паяльником и затем уже запаивать элемент. Тогда пайка получится надежной и от работы будет одно удовольствие, а не мучение.
Как паять паяльником SMD светодиоды и другие безвыводные компоненты
В настоящее время при изготовлении радиоэлектронных устройств широко применяются безвыводные компоненты SMD. Компоненты SMD не имеют традиционных медных проволочных выводов. Такие радиоэлементы соединяются с дорожками печатной платы путем пайки к ним контактных площадок, находящихся непосредственно на корпусе компонентов. Запаять такой компонент не сложно, так как имеется возможность припаять маломощным паяльником (10-12 Вт) последовательно каждый контакт по отдельности.
Но при ремонте возникает необходимость выпаивать SMD компонент для их проверки или замены или выпаивать с ненужной печатной платы для использования как запчасти. В таком случае, чтобы не перегреть и не поломать компонент необходимо одновременно прогревать все его выводы.

Если приходиться часто выпаивать SMD компоненты, то имеет смысл для паяльника сделать набор специальных жал, разветвляющихся на конце на два или три маленьких. С такими жалами выпаивать SMD компоненты будет легко без их повреждений, даже если они будут приклеены к печатной плате.

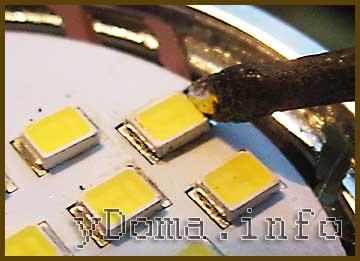
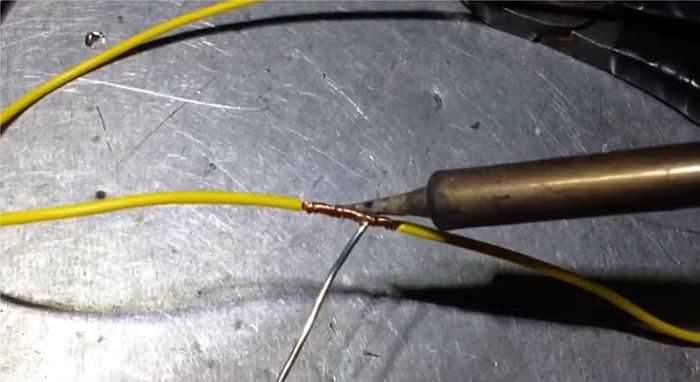
Но бывают ситуации, что маломощного паяльника под рукой нет, а в имеющемся мощном паяльнике, жало прикипело и вынуть его невозможно. Из такой ситуации тоже есть простой выход. Можно навить вокруг жала паяльника медный провод диаметром один миллиметр, как на фото. Сделать своеобразную насадку и с помощью нее успешно выпаивать SMD компоненты. Фотография демонстрирует, как я выпаивал SMD светодиоды при ремонте светодиодных ламп . Корпуса светодиодов очень нежные и практически не допускают даже небольших механических воздействий.

В случае необходимости насадка легко снимается и можно пользоваться паяльником по прямому назначению. Ширину между концов насадки можно легко изменять, тем самым настраивая для пайки SMD компоненты разных размеров. Насадку можно использовать вместо маломощного паяльника, запаивая маленькие детали и припаивая тонкие проводники к светодиодным лентам .
Как паять паяльником светодиодную ленту
Технология пайки светодиодных лент мало чем отличается от пайки других деталей. Но из-за того, что основа печатной платы представляет собой тонкую и гибкую ленту, для исключения отслоения печатных дорожек время пайки должно быть сведено к минимуму.

Ремонт железного кузова автомобиля пайкой
В давние времена, когда я ездил на советском автомобиле, технология пайки паяльником железа выручала при устранении коррозии кузова автомобиля. Если просто зачистить место, покрытое ржавчиной и нанести лакокрасочное покрытие, то через время ржавчина появится вновь. Покрыв зачищенное место паяльником тонким слоем припоя, ржавчина больше никогда не появится.
Приходилось паять паяльником и сквозные коррозионные дыры в порожках и зоне колесных арок кузова автомобиля. Для этого нужно зачистить поверхность вокруг дыры полоской в один сантиметр и паяльником залудить припоем. Из плотной бумаги вырезать выкройку будущей заплатки. Далее по выкройке из латуни толщиной 0,2-0,3 мм вырезать заплатку и зону, которая будет припаиваться залудить паяльником толстым слоем припоя. В случае необходимости заплатке придается нужная форма. Можно просто простучать заплатку, положив на толстую плотную резину. Края внешней стороны заплатки напильником свести на нет. Останется приложить заплатку на дырку в кузове и хорошо прогреть стоваттным паяльником по шву. Шпаклевка, грунтовка, окраска, и кузов будет как новый, при этом в отремонтированном месте ржаветь больше не будет никогда.
Искусство пайки нужно постигать постепенно. Начиная от спаивания проводов и переходя к печатным платам — каждый из способов имеет свои тонкости как в подборе расходников для пайки, так и в технике. Сегодня мы поделимся с читателями азами паяльного дела и базовыми навыками работы.
В чём суть пайки
В паяльном деле используется способность одних металлов в расплавленном состоянии эффективно растекаться по поверхности других под действием гравитации и умеренного поверхностного натяжения. Соединение пайкой неразъёмное: две соединяемые детали как бы обволакиваются слоем припоя и остаются неподвижными после его застывания.
Поскольку мы будем рассматривать пайку именно в контексте пайки металлов, то наиболее важными параметрами будут прочность механического и проводимость электрического соединения. В большинстве случаев это прямо пропорциональные величины и если две детали плотно схвачены, то и проводимость между ними тоже будет высокой. Однако припой имеет удельное сопротивление выше, чем даже у алюминия, поэтому его слой должен быть как можно более тонким, а укрывистость — максимально высокой.
Для того чтобы пайка была возможна в принципе, существует два условия. Первое и важнейшее — чистота деталей в месте спайки. Припой присоединяется к поверхности металла на атомном уровне и наличие даже малейшей оксидной плёнки или загрязнений сделает надёжное прилипание невозможным.
Второе условие — температура плавления припоя должна быть значительно ниже температуры спаиваемых деталей. Это кажется очевидным, но существуют припои с температурой плавления выше, чем у алюминия, к примеру. Кроме того, если реальная разница в температурах плавления недостаточно высока, при застывании припоя температурная усадка деталей может помешать нормальному формированию кристаллической решётки припоя.
Флюсы и припои — как правильно подобрать
По описанным выше причинам правильный выбор флюса и припоя — это практически половина успеха в паяльном деле. К счастью, имеются вполне универсальные марки, подходящие для большинства задач. Отрасль применения почти всех флюсов и припоев вполне доходчиво указывается на этикетках, но некоторые аспекты их применения всё же нужно знать.
Начнём с флюсов. Их применяют для протравливания деталей, снятия и растворения оксидной плёнки с дальнейшей защитой металла от коррозии. Пока поверхность покрыта флюсом, можно быть уверенным в её чистоте, как и в том, что расплавленное олово будет хорошо её смачивать и растекаться.
Флюсы различают по типу металлов и сплавов соединяемых деталей. В основном это смеси металлических солей, кислот и щелочей, активно вступающих в реакцию при нагреве паяльником . Ну а поскольку оксидных форм и загрязнений существует достаточно много, коктейль должен специально подбираться под конкретный тип металлов и сплавов.

Условно флюсы для пайки делятся на два типа. Активные флюсы создаются на основе неорганических кислот, в основном хлорной и соляной. Недостаток их в необходимости смывки сразу по завершении пайки, иначе остатки кислот вызывают довольно сильное корродирование соединения и сами по себе обладают достаточно высокой проводимостью, способной вызвать замыкание. Зато активными флюсами можно паять практически что угодно.
Второй тип флюсов создаётся, преимущественно, на основе канифоли, которая может использоваться и в чистом виде. Жидкий флюс гораздо удобнее в нанесении, в него также входят спирт и/или глицерин, полностью испаряющиеся при нагреве. Канифольные флюсы наименее эффективны при пайке стали, однако для цветных металлов и сплавов используют преимущественно их или другие соединения органической химии. Канифоль также требует смывки, ибо в долгосрочной перспективе она способствует корродированию и может становиться проводимой, набирая влагу из воздуха.
 Жидкая и твёрдая канифоль
Жидкая и твёрдая канифоль
С припоями всё несколько проще. В основном для пайки используются свинцово-оловянные припои марки ПОС. Цифра после маркировки означает содержание олова в припое. Чем его больше, тем выше механическая прочность и электропроводность соединения и при этом ниже температура плавления припоя. Свинец используется для нормализации процесса застывания, без него олово может растрескаться или покрыться иглами.

Существуют специальные типы припоев, прежде всего — бессвинцовые (БП) и прочие нетоксичные, в них свинец заменён индием или цинком. Температура плавления у БП выше, чем у обычных, но соединение прочнее и более устойчиво к коррозии. Есть также легкоплавкие припои, растекающиеся уже при 90-110 ºС. К таким относятся сплавы Вуда и Розе, используют их для пайки компонентов, чувствительных к перегреву. Специальные припои находят главное применение при пайке радиоаппаратуры.

Мощность и виды паяльников
Главным отличием паяльного инструмента является тип источника его питания. Для обывателей наиболее знакомы сетевые паяльники, питающиеся от 220 В. Их используют главным образом для пайки проводов и более массивных деталей, ибо перегреть медный провод практически невозможно за исключением, разве что, оплавления изоляции.

Плюс сетевых паяльников в их высокой мощности. За счёт неё обеспечивается качественный и глубокий прогрев детали, плюс не требуется громоздкого блока питания для работы. Из недостатков можно выделить невысокое удобство работы: паяльник довольно тяжёлый, жало расположено далеко от ручки и для тонкой работы такой инструмент не годится.

Паяльные станции используют термоконтроль для поддержания стабильного уровня температуры. Такие паяльники не обладают значительной мощностью, обычно 40 Вт — это уже потолок. Однако для чувствительной к перегреву электроники и пайки мелких деталей этот инструмент подходит наилучшим образом.
Выбор жала и уход за ним
Жала для паяльников различают по форме и материалу. С формой всё просто: самым примитивным и в то же время универсальным является шиловидное жало. Возможны вариации в форме лопаточки, конуса с затуплённым концом, со скосом и прочие. Главная задача при выборе формы — добиться максимальной площади соприкосновения с конкретным типом спаиваемых деталей, чтобы нагрев был мощным и при этом непродолжительным.

По материалу почти все жала медные, однако бывают с покрытием и без него. Покрывают медные жала хромом и никелем для увеличения жаростойкости и устранения окисления поверхности меди. Жала с покрытием очень долговечные, но несколько хуже смачиваются припоем и требуют бережного отношения. Для их чистки используют латунную стружку и вискозные губки.
Жала без покрытия можно по праву отнести к расходникам для пайки. Такое жало при работе периодически покрывается слоем окислов и припой перестаёт к нему прилипать. Рабочую кромку нужно заново зачистить и залудить, поэтому при интенсивном использовании жало стачивается достаточно быстро. Для замедления обгорания жала его рекомендуется предварительно отковать, а затем обточить для придания нужной формы.

Пайка проводов
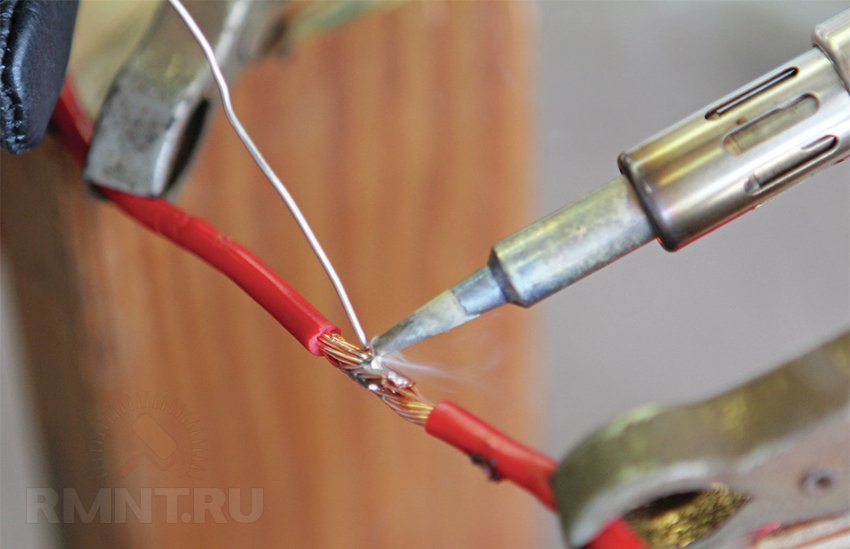
Провода паять наиболее просто. Концы жил окунаем в раствор флюса и проводим по ним паяльником, жало которого обильно смочено во флюсе. В процессе лужения излишки расплавленного припоя желательно стряхивать. После нанесения полуды из проводов формируют скрутку, а затем тщательно прогревают её с небольшим количеством припоя, заполняя свободное пространство между жилами.

Возможен и иной способ, когда перед скручиванием провода просто тщательно смачивают флюсом и паяют без предварительного лужения. Особенно такой метод популярен при пайке многопроволочных жил и проводков небольшого диаметра. Если флюс качественный, а паяльник обеспечивает достаточно сильный прогрев, даже скрутка из 3-4 «пушистых» жил по 1,5 мм 2 хорошо пропитается оловом и будет надёжно спаяна.
Обратите внимание, что в электромонтаже , то есть внутри распределительных коробок, паять проводку не принято. В первую очередь по причине неразъёмности соединения, плюс ко всему спайка обладает значительным переходным сопротивлением и всегда есть высокий риск её корродирования. Провода паяют исключительно при соединениях внутри электроприборов или для лужения концов многопроволочных жил перед их затяжкой винтовыми клеммами.
Работа с электронными компонентами
Пайка электроники — наиболее обширная и сложная тема, требующая опыта, навыков и специального оборудования. Однако заменить неисправный элемент на печатной плате сможет и дилетант даже при наличии одного лишь сетевого паяльника.
Выводные элементы (которые с ножками) паять проще всего. Они предварительно неподвижно фиксируются (пластилином, воском) выводами в отверстиях платы. Затем с обратной стороны паяльник плотно прижимается к хвосту для его прогрева, после чего в место спайки вводится проволочка припоя, содержащего флюс. Слишком много олова не нужно, достаточно чтобы оно затекло в лунку со всех сторон и образовало некое подобие вытянутого колпака.
Если выводной элемент болтается и его нужно придерживать руками, то место спайки сперва смачивается флюсом. Его нужно очень небольшое количество, здесь оптимально использовать флаконы от лака для ногтей, предварительно промытые ацетоном. Олово при такой технике пайки набирается на паяльник в небольшом количестве и его капелька аккуратно подносится к выводу элемента в 1-2 мм от поверхности платы. По ножке припой стекает, равномерно заполняя лунку, после чего паяльник можно убирать.
Очень важно, чтобы соединяемые детали оставались неподвижными до полного остывания припоя. Даже малейшее нарушение формы олова при кристаллизации приводит к так называемой холодной спайке — дроблению всей массы припоя на множество мелких кристаллов. Характерный признак такого явления — резкое помутнение припоя. Его нужно разогреть заново и дождаться равномерного остывания в полной неподвижности.
![]() Некачественная, холодная пайка
Некачественная, холодная пайка
Для поддержания олова в жидком состоянии, достаточно чтобы паяльник контактировал залуженной поверхностью жала с любой точкой увлажнённого участка. Если паяльник буквально прилипает к спаиваемым деталям, это свидетельствует о недостатке мощности для нагрева. Для пайки чувствительных к нагреву полупроводниковых элементов и микросхем обычный припой можно смешивать с легкоплавким.
Пайка массивных деталей
Наконец, кратко расскажем о пайке деталей с высокой теплоёмкостью, таких как кабельные муфты, баки или посуда. Требование к неподвижности соединения здесь наиболее важно, крупные детали предварительно соединяют струбцинами, мелкие — комками пластилина, перед пропайкой соединения его прихватывают точечно в нескольких местах и снимают скрепы.
Паяют массивные детали как обычно — сперва полуда на месте соединения, затем заполнение шва жидким припоем. Однако припой в этих целях используют специальный, обычно тугоплавкий и способный сохранять высокую герметичность, а также хорошо выдерживающий частичный нагрев.

При такой пайке крайне важно поддерживать детали хорошо прогретыми. Для этих целей паяльный шов непосредственно перед местом спаивания подогревают газовой горелкой , а вместо обычного электрического паяльника используют массивный медный топорик. Его также постоянно подогревают в пламени горелки, попутно смачивая припоем, а затем заполняют соединение, частично расплавляя предыдущий шов на несколько миллиметров.
Подобная техника пайки с подогревом может использоваться и при работе обычным паяльником, например, при спайке толстых жил кабеля. Жало в этом случае выступает лишь оперативным инструментом для тщательного распределения олова, а основным источником нагрева служит газовая горелка.
Один из наиболее надежных способов соединения проводов и деталей — пайка. Как правильно паять паяльником, как подготовить паяльник к работе, как получить надежное соединение — обо всем этом дальше.
В быту используются «обычные» электрические паяльники. Есть, работающие от 220 В, есть — от 380 В, есть — от 12 В. Последние отличаются небольшой мощностью. Используются, в основном, на предприятиях в помещениях с повышенной опасностью. Можно их применять и в бытовых целях, но нагрев их происходит медленно, да и мощность маловата…
Выбрать надо тот, Который удобно «лежит» в руке
Выбор мощности
Мощность паяльника выбирается в зависимости от характера работы:

В домашнем хозяйстве достаточно иметь два паяльника — один маломощный — 40-60 Вт, и один «средний» — около 100 Вт. С их помощью можно будет покрыть около 85-95% потребностей. А пайку толстостенных деталей все равно лучше доверить профессионалу — тут нужен специфический опыт.
Подготовка к работе
Когда паяльник включается в сеть первый раз, часто он начинает дымить. Это выгорают смазочные материалы, которые были использованы в процессе производства. Когда дым перестает выделяться, паяльник выключают, ждут пока он остынет. Дальше надо заточить жало.

Заточка жала
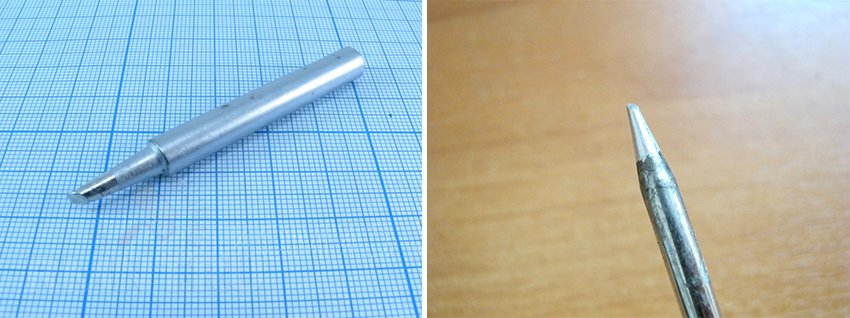
Далее надо подготовить к работе жало. Это цилиндрический стержень, сделанный из медного сплава. Фиксируется при помощи прижимного винта, который находится в самом конце термокамеры. В более дорогих моделях жало может быть слегка заточено, но, в основном, заточки нет.
![]()
Изменять будем самый кончик жала. Использовать можно молоток (сплющивать медь как вам нужно), напильник или наждак (просто стачивать ненужное). Форму жала выбирают в зависимости от предполагаемого типа работ. Его можно:
- Сплющить в виде лопатки (как у отвертки) или сделать плоской с одной стороны (угловая заточка). Этот тип заточки нужен, если паяться будут массивные детали. Такая заточка увеличивает плоскость соприкосновения, улучшает передачу тепла.
- Сточить край жала в острый конус (пирамидку) можно, если предполагается работа с мелкими деталями (тонкие провода, электродетали). Так проще контролировать степень нагрева.
- Тот же конус, но не такой острый подойдет для работы с проводниками большего диаметра.
Более универсальным считается заточка «лопаткой». Если ее сформировать при помощи молотка, медь уплотняется, корректировать наконечник надо будет реже. Ширину «лопатки» можно делать больше или меньше, подрабатывая ее по сторонам напильником или наждаком. С этим типом заточки работать можно с тонкими и средними паяемыми деталями (поворачивать жало в нужное положение).
Лужение паяльника
Если жало паяльника не имеет защитного покрытия, его необходимо залудить — покрыть тонким слоем олова. Это защитит его от коррозии и быстрого износа. Делают это при первом же включении инструмента, когда дым перестал выделяться.
Первый способ лужения жала паяльника:
- довести до рабоче температуры;
- прикоснуться к канифоли;
- расплавить припой и растереть его вдоль всего жала (можно деревянной щепкой).
Второй способ. Смочить тряпку раствором хлористого цинка, нагретое жало потереть о тряпку. Расплавить припой и куском поваренной каменной соли растереть его по всей поверхности жала. В любом случае медь должна покрыться тонким слоем олова.
Технология пайки паяльником
Практически все сейчас пользуются электрическими паяльниками. Те, у кого работа связна с пайкой, предпочитают иметь паяльную станцию, «любители» предпочитают обходиться обходиться обычными паяльниками без регуляторов. Иметь несколько паяльников разной мощности достаточно для работ разного типа.
Чтобы разобраться как правильно паять паяльником, надо хорошо представлять себе процесс в общем, затем углубляться в нюансы. Потому начнем с краткого описания последовательности действий.
Пайка подразумевает последовательность повторяющихся действий. Говорить будем о пайке проводов или радиотехнических деталей. Именно с ними приходится встречаться в хозяйстве чаще. Действия такие:

На этом пайка закончена. Надо остудить припой и проверить качество соединения. Если все сделано правильно, место пайки имеет яркий блеск. Если припой выглядит тусклым и пористым — это признак недостаточной температуры во время пайки. Сама пайка называется «холодной» и не дает требуемого электрического контакта. Она легко разрушается — достаточно потянуть провода в разные стороны или даже подковырнуть чем-то. Еще место пайки может быть обугленным — это признак обратной ошибки — слишком высокой температуры. В случае с проводами она часто сопровождается оплавлением изоляции. Тем не менее, электрические параметры бывают нормальными. Но, если паяются проводники при устройстве проводки, лучше переделать.
Подготовка к пайке
Сначала поговорим о том, как правильно паять паяльником провода. Для начала надо удалить изоляцию. Длинна оголяемого участка может быть разной — если паять собираетесь проводку — силовые провода, оголяют 10-15 см. Если припаять надо малоточные проводники (те же наушники, например), длинна оголяемого участка небольшая — 7-10 мм.

После снятия изоляции необходимо провода осмотреть. Если есть на них лак или оксидная пленка, ее надо удалить. У свежезачищенных проводов оксидной пленки обычно не бывает, а лак иногда присутствует (медь имеет не рыжий цвет, а коричневатый). Оксидную пленку и лак можно удалить несколькими способами:
- Механически. Использовать наждачную бумагу с мелким зерном. Ею обрабатывают оголенную часть провода. Так можно сделать с одножильными проводами довольно большого диаметра. Обрабатывать наждачной бумагой тонкие проводки неудобно. Многожильные так вообще можно оборвать.
- Химический способ. Оксиды хорошо растворяются спиртом, растворителями. Лаковое защитное покрытие снимается при помощи ацетилсалициловой кислоты (обычный аптечный аспирин). Провод кладут на таблетку, прогревают паяльником. Кислота разъедает лак.
В случае с лакированными (эмалированными) проводами можно обойтись без зачистки — нужно использовать специальный флюс, который так и называется «Флюс для пайки эмалированных проводов». Он сам разрушает защитное покрытие во время пайки. Только чтобы впоследствии он не начал разрушать проводники, его после окончания пайки его надо удалить (влажной тряпкой, губкой).

Если припаять надо провод к какой-то металлической поверхности (например, провод заземления к контуру), процесс подготовки мало чем меняется. Площадку, к которой будет припаиваться провод, надо зачистить до чистого металла. Сначала механически удаляются все загрязнения (включая краску, ржавчину и т.д.), после чего при помощи спирта или растворителя поверхность обезжиривается. Далее можно паять.
Обработка флюсом или лужение
При пайке главное — обеспечить хороший контакт спаиваемых деталей. Для этого перед началом пайки соединяемые детали надо залудить или обработать флюсом. Эти оба процесса взаимозаменяемы. Их основное назначение — улучшить качество соединения, облегчить сам процесс.

Лужение
Для обработки проводов потребуется хорошо разогретый паяльник, кусок канифоли, небольшое количество припоя.
Берем зачищенный провод, укладываем его на канифоль, прогреваем паяльником. Прогревая, поворачиваем проводник. Когда провод окажется весь в расплавленной канифоли, на жало паяльника набираем немного припоя (просто прикасаемся жалом). Затем вынимаем провод из канифоли и кончиком жала проводим по оголенному проводнику.

Лужение проводов — обязательный этап при пайке
При этом припой тончайшей пленкой покрывает металл. Если это медь, из желтой, она становится серебристой. Провод тоже надо немного поворачивать, а жало двигать вверх/вниз. Если проводник хорошо подготовлен, он полностью становится серебристым, без пропусков и желтых дорожек.
Обработка флюсом
Тут все и проще, и сложнее. Проще в том смысле, что нужен только состав и кисточка. Кисточку обмакиваем в флюс, наносим тонким слоем состав на место пайки. Все. В этом простота.
Сложность в выборе флюса. Есть много разновидностей этого состава и под каждый вид работы надо подбирать свой. Так как сейчас говорим о том, как правильно паять паяльником провода или электронные компоненты (платы), то приведем несколько примеров хороших флюсов для этого типа работ:

Для пайки электронных компонентов (печатных плат) не используйте активные (кислотные) флюсы. Лучше — на водной или спиртовой основе. Кислотные же имеют хорошую электропроводность, что может нарушить работу устройства. Также они очень химически активны и могут вызвать разрушение изоляции,коррозию металлов. Благодаря своей активности они очень хорошо подготавливают к пайке металлы, потому их используют, если надо припаять провод к металлу (обрабатывают саму площадку). Наиболее распространенный представитель — «Паяльная кислота».
Разогрев и выбор температуры
Если хотите знать, как правильно паять паяльником, надо научиться определять достаточно ли разогрето место пайки. Если пользуетесь обычным паяльником, ориентироваться можно по поведению канифоли или флюса. При достаточном уровне нагрева они активно кипят, выделяют пар, но не горят. Если поднять жало, капли кипящей канифоли остаются на кончике жала.
При использовании паяльной станции исходят из таких правил:

То есть, на станции выставляем на 60-120°С выше, чем температура плавления припоя. Зазор температур, как видите большой. Как выбрать? Зависит от теплопроводности спаиваемых металлов. Чем лучше он отводит тепло, тем более высокой должна быть температура.
Внесение припоя
Когда место пайки достаточно разогрето, можно добавлять припой. Его вносят двумя способами — расплавленное, в виде капли на жале паяльника или в твердом виде (проволоку припоя) непосредственно в зону пайки. Первый метод используется если область пайки небольшая, второй — при значительных площадях.
В случае, если надо внести небольшое количество припоя, его касаются жалом паяльника. Припоя достаточно, если жало стало белым, а не желтым. Если повисла капля — это перебор, ее надо удалить. Можно стукнуть пару раз по краю подставки. Потом сразу возвращаются в зону пайки, проводя жалом вдоль места пайки.
Во втором случае проволоку припоя вводим непосредственно в зону пайки. Нагревшись, он начинает плавиться, растекаясь и заполняя пустоты между проводами, занимая место испаряющегося флюса или канифоли. В этом случае надо вовремя убрать припой — его переизбыток тоже не очень хорошо влияет на качество пайки. В случае с пайкой проводов это не так критично, а вот при пайке электронных элементов на платах очень важно.
Чтобы пайка была качественной, необходимо все делать тщательно: зачищать провода, прогреть место пайки. Но перегрев тоже нежелателен, как и слишком большое количество припоя. Вот тут нужна мера и опыт, а набраться его можно повторяя все действия некоторое количество раз.

Приспособление для более удобной пайки — третья рука
Как научиться паять паяльником
Для начала возьмите несколько кусков одножильного провода небольшого диаметра (можно — монтажные провода, те, которые используются в связи и т.п.) — с ними работать проще. Нарежьте их на небольшие кусочки и на них тренируйтесь. Сначала старайтесь спаять два провода. Кстати, после лужения или обработки флюсом их лучше скрутить между собой. Так увеличиться площадь контакта и проще будет удерживать провода на месте.
Когда пайка несколько раз получится надежной, можно увеличить количество проводков. Их тоже надо будет скручивать, но уже применять придется пассатижи (две проволоки можно скручивать руками).
Нормальная пайка означает:

После того, как освоена пайка нескольких проводов (трех…пяти), можно попробовать многожильные провода. Сложность состоит в зачистке и лужении. Зачищать получится только химическим методом, а лудить, предварительно скрутив провода. Затем залуженные проводники можно попытаться скрутить, но это довольно сложно. Придется их удерживать при помощи пинцета.
Когда и это освоено, можно тренироваться на проводах большего сечения — 1,5 мм или 2,5 мм. Это те провода, которые применяют при прокладке проводки в квартире или доме. Вот на них и можно тренироваться. Все тоже, но работать с ними сложнее.
После завершения пайки
Если обрабатывали провода кислотными флюсами, после остывания припоя, его остатки надо смыть. Для этого используют влажную тряпку или губку. Их смачивают в растворе моющего средства или мыла, после — удаляют влагу, просушивают.
О том, как правильно паять паяльником вы знаете, теперь надо приобретать практические навыки.
Пайкой называется физико-химический процесс образования соединения между деталями при взаимодействии припоя со спаиваемым металлом. В отличие от сварки, рабочие поверхности не оплавляются, а происходит их смачивание припоем.
Как выглядит простой паяльник
Непременным условием для осуществления процесса пайки является расплавление припоя и смачивание им поверхности рабочего инструмента. Со временем наконечник паяльника чернеет и перестаёт работать. Поэтому необходимо знать способ его восстановления – как правильно залудить жало паяльника. На фото ниже изображена окисленная поверхность инструмента и покрытая припоем.

Поверхность жала паяльника: 1) окисленная поверхность инструмента; 2) покрытая припоем – луженая
В первом случае даже не стоит пытаться производить пайку, поскольку окислы препятствуют удержанию припоя на поверхности жала.
Паяльник будет готов к работе только тогда, когда его жало покроется слоем расплавленного материала с более низкой температурой плавления, чем соединяемые металлы.
Материалы для пайки
Для пайки применяется припой – материал, служащий для соединения металлических поверхностей и имеющий более низкую температуру плавления, чем у материалов соединяемых деталей.
Припой состоит из разных сплавов, куда могут входить олово, свинец, медь, никель и кадмий. Его изготавливают преимущественно в виде прутков и проволоки.
Пайка необходима для создания соединения, уменьшения переходного сопротивления электрического контакта и защиты соединения деталей от окисления.
Припой должен обладать свойством смачивания основы. При этом происходит его диффузия в основной металл, а тот растворяется в припое, образуя промежуточный слой, после застывания соединяющий детали как одно целое.
Для паяльников применяют мягкие припои с температурой плавления от 191 0 С до 280 0 С. Их основными компонентами являются олово и свинец в разных соотношениях.
С поверхности соединяемых металлов под пайку необходимо удалять оксиды. Для этого служат флюсы. Кроме того, они способствуют лучшему растеканию припоя и защищают поверхности от действия внешней среды.
Флюс применяется в твёрдом, жидком и пастообразном виде. Он может находиться внутри трубки из припоя.
В качестве флюса применяются:
- канифоль;
- ацетилсалициловая кислота;
- ортофосфорная кислота;
- соли;
- глицерин;
- нашатырь.

Распространённые флюсы для пайки в твёрдом, жидком и пастообразном виде
Флюсы должны обеспечивать низкий ток утечки и не обладать коррозионной активностью.
Принцип и процесс пайки
Пайка производится путём захвата припоя и флюса жалом паяльника, введения их между соединяемыми деталями и дальнейшего нагрева контактирующих поверхностей до их смачивания припоем, который впоследствии застывает, образуя соединение. Для этого следует прекратить нагрев.
Заточка паяльника
Жало паяльника перед работой затачивается напильником под углом в 30-40 0 . Край делают слегка притупленным, шириной 1 мм.
Если наконечник новый, заточка на нём уже есть. Здесь остаётся только обработать жало мелкозернистой шкуркой, напильником или надфилем, чтобы снять патину – зеленоватый окисел меди.
Магазинная заточка многих не устраивает, поскольку паять с ней не всегда возможно. Поэтому целесообразно вынуть медный наконечник из корпуса и отковать рабочую часть в виде вогнутой лопатки.
Подобная холодная обработка эффективней заточки, поскольку структура металла уплотняется, и жало меньше поддаётся коррозии. Небольшая шлифовка напильником на конечном этапе необходима, чтобы придать рабочей части паяльника законченный вид.
Как залудить жало?
После заточки жало следует облудить тонким слоем припоя. Для этого включается электрический паяльник, и медный стержень прогревается, пока не примет красновато-оранжевый оттенок.
Долго ждать не нужно, иначе стержень обгорит. После разогрева всё жало погружают в канифоль, а затем расплавляют кусочек припоя и покрывают им всю рабочую поверхность.
Если потереть жало о поверхность дерева, припой лучше покрывает рабочую зону паяльника.
Слой припоя на жале должен быть равномерным. Если поверхность покрылась частично, процесс повторяется. Как только паяльник будет готов к работе, его можно применять для пайки изделий.
Как залудить необгораемое жало?
Рабочая часть некоторых паяльников покрывается специальным защитным составом. Слой является достаточно тонким, и зачищать его нельзя. Для этого применяется специальная губка. Если её нет, подойдёт обычный кусок ткани, смоченный водой или глицерином. Можно использовать губку, предназначенную для мытья посуды.
Производятся специальные очистители жала в виде клубка из стружки цветного металла, в который погружается жало. При этом окислы остаются внутри. Их можно потом высыпать наружу.
Механические воздействия сокращают срок службы защитного слоя. При пайке не рекомендуется шаркать по плате или стучать по металлическим поверхностям.
Необгораемый слой окисляется достаточно быстро. Для повышения его срока службы рекомендуется поддерживать температуру пайки не выше 250 0 С.
Температура считается нормальной, когда от канифоли дым идёт тонкой струйкой, а не облаком с брызгами. При этом пайка получается с чёткими границами и характерным блеском. Если поверхность припоя получается матовой и с низкой механической прочностью, температуру нагрева следует увеличить.
Чтобы облудить жало паяльника с покрытием, надо в расплавленную канифоль положить кусок припоя. Паяльник разогревается и его концом нужно пошаркать по мокрой ткани, удалив со всех сторон окислы. Затем жало опускается в канифоль под кусок припоя. При этом снимаются остатки окислов, а припой плавится и частично остаётся на жале.
После лужения жало снова протирается тряпочкой и паяльник готов к работе. Важно его не перегреть выше 300 0 С, иначе всё придётся повторять сначала.
Перегрев виден по кипению и разбрызгиванию канифоли при опускании в неё жала паяльника.

Набор сменных необгораемых жал, применяемых на паяльной станции
Стандартное жало типа «игла» обладает низкой теплопроводностью, и паять им удобно только миниатюрные элементы. Выпаивать радиодетали с его помощью довольно сложно.
Более удобны жала типа «цилиндр со скосом». Для пайки в наборе целесообразно иметь 3 наконечника подобного вида, диаметром 1, 2 и 3 мм.
Ножевидное жало 5 мм обладает приличной мощностью и с его помощью можно паять как тонкие детали, так и массивные, если правильно разворачивать нож. Аналогично можно использовать классический клиновидный наконечник.
Перегрев паяльника
При отсутствии регулятора напряжения паяльник может разогреваться выше 300 0 С, что приводит к его обгоранию. Если не удаётся замерить температуру жала, перегрев можно заметить по кипению и брызгам канифоли.
Уменьшить температуру паяльника можно с помощью регулятора мощности – диммера. Здесь можно подобрать обычное устройство управления яркостью лампы накаливания. Важно, чтобы оно подходило по мощности.
Можно собрать тиристорный регулятор на микросхеме Кр1182ПМ2 своими руками, позволяющий управлять приборами, мощностью до 150 Вт.
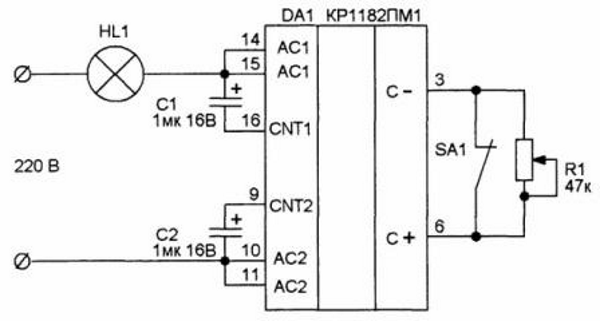
Регулятор мощности на основе микросхемы, который можно собрать своими руками
В качестве нагрузки изображена лампа HL1. Вместо неё, можно подключить паяльник, который является активной нагрузкой. Мощность регулируется переменным резистором R1.
В диммерах предусмотрено плавное включение и отключение нагрузки. Для паяльника этого не требуется и можно обойтись более простым устройством.
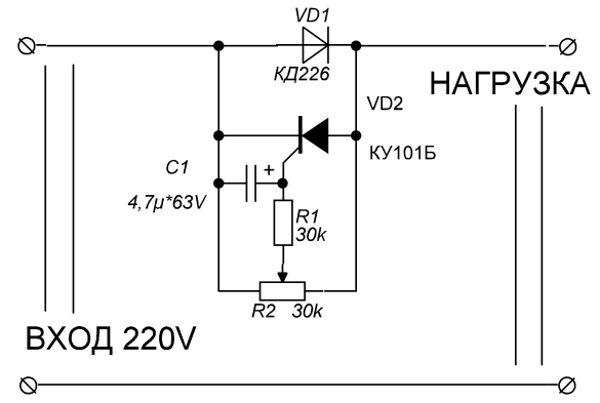
Схема простого тиристорного регулятора
Положительный полупериод не управляется и проходит через диод VD1. Регулирование производится только через отрицательный полупериод путём управления тиристором VD2 с помощью переменного резистора R2. Для паяльника этого вполне достаточно.
Миниатюрные устройства регулирования встраиваются в ручку паяльника. Лучшие способы поддерживания оптимальной температуры пайки применяются в паяльных станциях, где режим может быть ручным или автоматическим.
Распространённая паяльная станция «Weller»
Для домашней сети со стабильным напряжением питания вполне достаточно ручного управления нагревом, в зависимости от марки припоя.
Износ паяльника происходит неравномерно. При выгорании на поверхности жала появляются неровности. Время от времени его надо затачивать и лудить.
Медь при нагреве растворяется в припое, а длительный разогрев без использования приводит к образованию слоя окислов. Поэтому рекомендуется в паузы выключать паяльник или уменьшать его температуру.
Закрепление жала паяльника
Наличие съёмного жала позволяет его снять и заточить. Но во многих конструкциях требуется его дополнительная фиксация, так как стержень начинает болтаться и выпадать. У него предусмотрена металлическая втулка, которая надевается сверху. Если её постоянно снимать при замене жала, прочность соединения уменьшится. Можно втулку оставить на месте, но со временем её заклинит и вынуть жало будет сложно.
Для создания надёжного соединения корпуса паяльника с жалом, втулку заменяют другой, чтобы она легко надевалась. Затем в ней сверлится отверстие и нарезается резьба М3 или М4. После того как втулка будет надета на жало, в неё вворачивается винт, создающий надёжное соединение и предотвращающий проворачивание жала. На рисунке ниже изображён паяльник в разобранном (а) и собранном виде (б), где в качестве втулки использована обычная гайка.
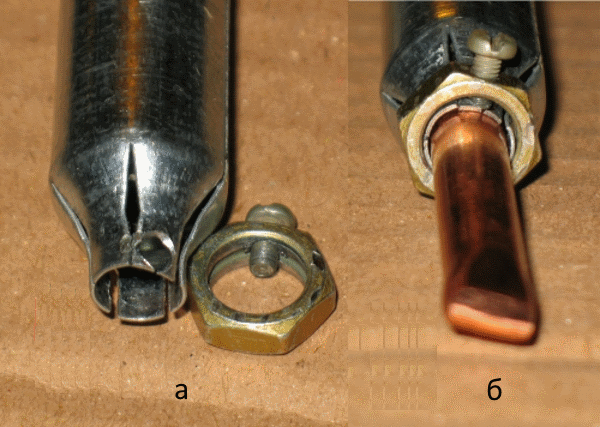
Как выглядит крепление сменного жала паяльника
Съёмное жало необходимо для паяльника ещё с целью регулирования его температуры. Если вставлять его в нагреватель на разную глубину, температура рабочей части будет изменяться.
Периодически требуется удаление окалины из соединения. Когда она накапливается, снижается рабочая температура паяльника. Очистку производят следующим образом:
- вынуть медный стержень пассатижами из паяльника;
- наждачной шкуркой удалить окалину;
- нанести на стержень слой графита, потерев об него грифель карандаша;
- извлечь остатки окалины из отверстия нагревательного элемента, слегка постукивая по нему;
- установить новый или вернуть старый медный стержень и закрепить его с помощью втулки с винтом.
Периодически следует проверять изоляцию паяльника. Для этого омметр устанавливается на мегаомный предел (1-10 мОм) и замеряется сопротивление между жалом и штырьками вилки паяльника, которое должно быть бесконечно большим.
Уроки пайки. Видео
Основы пайки для начинающих собраны в этом видео.
Паяльник в процессе работы со временем выгорает. Его жало необходимо периодически затачивать и лудить. При наличии необгораемого покрытия рабочая поверхность очищается специальными химическими средствами, после чего также лудится. В процессе работы важно, чтобы паяльник не перегревался.
 (1 оценок, в среднем: 5,00 из 5)
(1 оценок, в среднем: 5,00 из 5)

