Пайка SMD деталей в домашних условиях. Установка и пайка SMD элементов
SMD - Surface Mounted Devices - Компоненты для поверхностного монтажа - так расшифровывается эта английская аббревиатура. Они обеспечивают более высокую по сравнению с традиционными деталями плотность монтажа. К тому же монтаж этих элементов, изготовление печатной платы оказываются более технологичными и дешевыми при массовом производстве, поэтому эти элементы получают все большее распространение и постепенно вытесняют классические детали с проволочными выводами.
Монтажу таких деталей посвящено немало статей в Интернете и в печатных изданиях, . Сейчас хочу ее дополнить.
Надеюсь мой опус будет полезен для начинающих и для тех, кто пока с такими компонентами дела не имел.
Выход статьи приурочен , где таких элементов 4 шт., а собственно процессор PCM2702 имеет супер-мелкие ноги. Поставляемая в комплекте печатная плата имеет паяльную маску , что облегчает пайку, однако не отменяет требований к аккуратности, отсутствию перегрева и статики.
Инструменты и материалы
Несколько слов про необходимые для этой цели инструменты и расходные материалы. Прежде всего это пинцет, острая иголка или шило, кусачки, припой, очень полезен бывает шприц с достаточно толстой иголкой для нанесения флюса. Поскольку сами детали очень мелкие, то обойтись без увеличительного стекла тоже бывает очень проблематично. Еще потребуется флюс жидкий, желательно нейтральный безотмывочный. На крайний случай подойдет и спиртовой раствор канифоли, но лучше все же воспользоваться специализированным флюсом, благо выбор их сейчас в продаже довольно широкий.
В любительских условиях удобнее всего такие детали паять при помощи специального паяльного фена или по другому - термовоздушной паяльной станцией. Выбор их сейчас в продаже довольно велик и цены, благодаря нашим китайским друзьям, тоже очень демократичные и доступны большинству радиолюбителей. Вот например такой образчик китайского производства с непроизносимым названием. Я такой станцией пользуюсь уже третий год. Пока полет нормальный.

Ну и конечно же, понадобится паяльник с тонким жалом. Лучше если это жало будет выполнено по технологии «Микроволна» разработанной немецкой фирмой Ersa. Оно отличается от обычного жала тем, что имеет небольшое углубление в котором скапливается капелька припоя. Такое жало делает меньше залипов при пайке близко расположенных выводов и дорожек. Настоятельно рекомендую найти и воспользоваться. Но если нет такого чудо-жала, то подойдет паяльник с обычным тонким наконечником.

В заводских условиях пайка SMD деталей производится групповым методом при помощи паяльной пасты. На подготовленную печатную плату на контактные площадки наносится тонкий слой специальной паяльной пасты. Делается это как правило методом шелкографии. Паяльная паста представляет собой мелкий порошок из припоя, перемешанный с флюсом. По консистенции он напоминает зубную пасту.

После нанесения паяльной пасты, робот раскладывает в нужные места необходимые элементы. Паяльная паста достаточно липкая, чтобы удержать детали. Потом плату загружают в печку и нагревают до температуры чуть выше температуры плавления припоя. Флюс испаряется, припой расплавляется и детали оказываются припаянными на свое место. Остается только дождаться охлаждения платы.
Вот эту технологию можно попробовать повторить в домашних условиях. Такую паяльную пасту можно приобрести в фирмах, занимающихся ремонтом сотовых телефонов. В магазинах торгующих радиодеталями, она тоже сейчас как правило есть в ассортименте, наряду с обычным припоем. В качестве дозатора для пасты я воспользовался тонкой иглой. Конечно это не так аккуратно, как делает к примеру фирма Asus когда изготовляет свои материнские платы, но тут уж как смог. Будет лучше, если эту паяльную пасту набрать в шприц и через иглу аккуратно выдавливать на контактные площадки. На фото видно, что я несколько переборщил плюхнув слишком много пасты, особенно слева.

Посмотрим, что из этого получится. На смазанные пастой контактные площадки укладываем детали. В данном случае это резисторы и конденсаторы. Вот тут пригодится тонкий пинцет. Удобнее, на мой взгляд, пользоваться пинцетом с загнутыми ножками.
Вместо пинцета некоторые пользуются зубочисткой, кончик которой для липкости чуть намазан флюсом. Тут полная свобода - кому как удобнее.
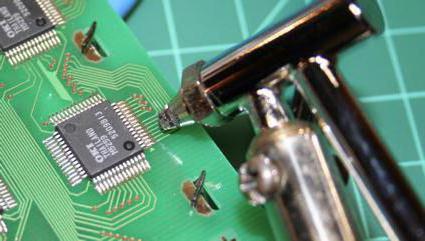
После того как детали заняли свое положение, можно начинать нагрев горячим воздухом. Температура плавления припоя (Sn 63%, Pb 35%, Ag 2%) составляет 178с*. Температуру горячего воздуха я выставил в 250с* и с расстояния в десяток сантиметров начинаю прогревать плату, постепенно опуская наконечник фена все ниже. Осторожнее с напором воздуха - если он будет очень сильным, то он просто сдует детали с платы. По мере прогрева, флюс начнет испаряться, а припой из темно-серого цвета начнет светлеть и в конце концов расплавится, растечется и станет блестящим. Примерно так как видно на следующем снимке.

После того как припой расплавился, наконечник фена медленно отводим подальше от платы, давая ей постепенно остыть. Вот что получилось у меня. По большим капелькам припоя у торцов элементов видно где я положил пасты слишком много, а где пожадничал.
Паяльная паста, вообще говоря, может оказаться достаточно дефицитной и дорогой. Если ее нет в наличии, то можно попробовать обойтись и без нее. Как это сделать рассмотрим на примере пайки микросхемы. Для начала все контактные площадки необходимо тщательно и толстым слоем облудить.

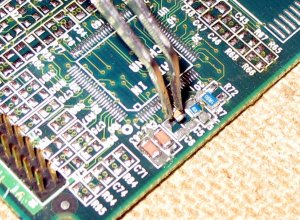
На фото, надеюсь видно, что припой на контактных площадках лежит такой невысокой горочкой. Главное чтобы он был распределен равномерно и его количество на всех площадках было одинаково. После этого все контактные площадки смачиваем флюсом и даем некоторое время подсохнуть, чтобы он стал более густым и липким и детали к нему прилипали. Аккуратно помещаем микросхему на предназначенное ей место. Тщательно совмещаем выводы микросхемы с контактными площадками.

Рядом с микросхемой я поместил несколько пассивных компонентов керамические и электролитический конденсаторы. Чтобы детали не сдувались напором воздуха нагревать начинаем свысока. Торопиться здесь не надо. Если большую сдуть достаточно сложно, то мелкие резисторы и конденсаторы запросто разлетаются кто куда.

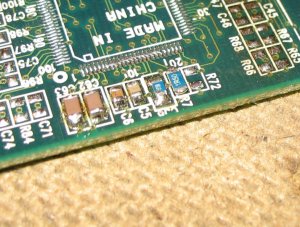
Вот что получилось в результате. На фото видно, что конденсаторы припаялись как положено, а вот некоторые ножки микросхемы (24, 25 и 22 например) висят в воздухе. Проблема может быть или в неравномерном нанесении припоя на контактные площадки или в недостаточном количестве или качестве флюса. Исправить положение можно обычным паяльником с тонким жалом, аккуратно пропаяв подозрительные ножки. Чтобы заметить такие дефекты пайки необходимо увеличительное стекло.
![]()
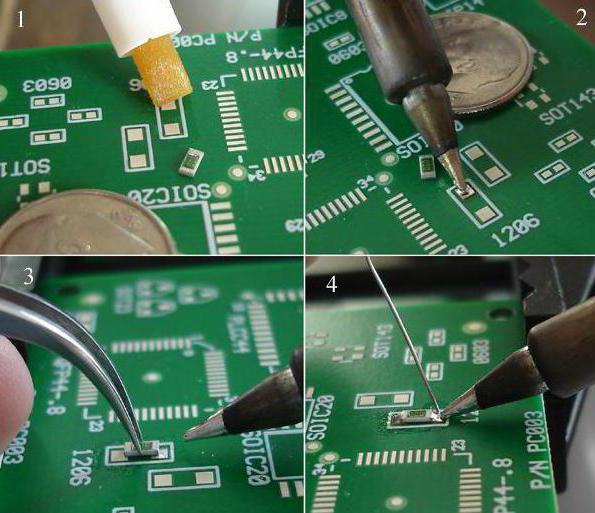
Паяльная станция с горячим воздухом - это хорошо, скажете вы, но как быть тем, у кого ее нет, а есть только паяльник? При должной степени аккуратности SMD элементы можно припаивать и обычным паяльником. Чтобы проиллюстрировать эту возможность припаяем резисторы и пару микросхем без помощи фена одним только паяльником. Начнем с резистора. На предварительно облуженные и смоченные флюсом контактные площадки устанавливаем резистор. Чтобы он при пайке не сдвинулся с места и не прилип к жалу паяльника, его необходимо в момент пайки прижать к плате иголкой.

Потом достаточно прикоснуться жалом паяльника к торцу детали и контактной площадке и деталь с одной стороны окажется припаянной. С другой стороны припаиваем аналогично. Припоя на жале паяльника должно быть минимальное количество, иначе может получиться залипуха.
Вот что у меня получилось с пайкой резистора.

Качество не очень, но контакт надежный. Качество страдает из за того, что трудно одной рукой фиксировать иголкой резистор, второй рукой держать паяльник, а третьей рукой фотографировать.
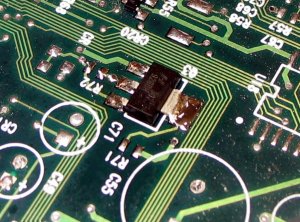
Транзисторы и микросхемы стабилизаторов припаиваются аналогично. Я сначала припаиваю к плате теплоотвод мощного транзистора. Тут припоя не жалею. Капелька припоя должна затечь под основание транзистора и обеспечить не только надежный электрический контакт, но и надежный тепловой контакт между основанием транзистора и платой, которая играет роль радиатора.

Во время пайки можно иголкой слегка пошевелить транзистор, чтобы убедиться что весь припой под основанием расплавился и транзистор как бы плавает на капельке припоя. К тому же лишний припой из под основания при этом выдавится наружу, улучшив тепловой контакт. Вот так выглядит припаянная микросхема интегрального стабилизатора на плате.
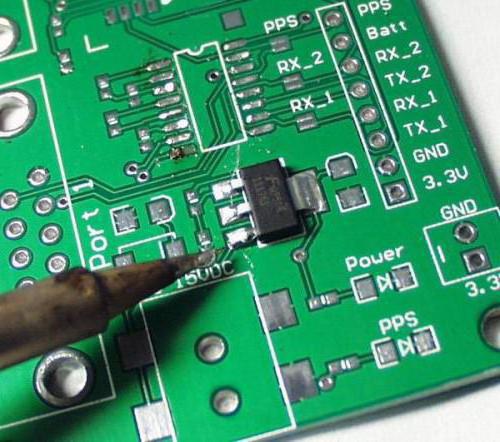
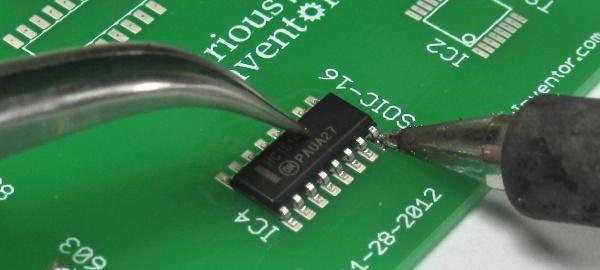
Теперь надо перейти к более сложной задаче - пайке микросхемы. Первым делом, опять производим точное позиционирование ее на контактных площадках. Потом слегка «прихватываем» один из крайних выводов.

После этого нужно снова проверить правильность совпадения ножек микросхемы и контактных площадок. После этого таким же образом прихватываем остальные крайние выводы.

Теперь микросхема никуда с платы не денется. Осторожно, по одной припаиваем все остальные выводы, стараясь не посадить перемычку между ножками микросхемы.
Хорошая пайка хотя и не так важна, как правильно размещение радиоэлементов, но она тоже играет немалую роль. Поэтому мы рассмотрим SMD монтаж - что для него нужно и как его следует проводить в домашних условиях.
Запасаемся необходимым и проводим подготовку
Для качественной работы нам нужно иметь:
- Припой.
- Пинцет или плоскогубцы.
- Паяльник.
- Небольшую губку.
- Бокорезы.
Для начала необходимо включить паяльник в розетку. Затем смочите водой губку. Когда паяльник нагреется до такой степени, чтобы он мог плавить припой, то необходимо покрыть им (припоем) жало. Затем протрите его влажной губкой. При этом следует избегать слишком длительного контакта, поскольку он чреват переохлаждением. Для удаления остатков старого припоя можно протирать жало об губку (а также чтобы поддерживать его в чистоте). Подготовка проводится и по отношению к радиодетали. Делается все с помощью пинцета или плоскогубцев. Для этого необходимо согнуть выводы радиодетали так, чтобы они без проблем могли войти в отверстия платы. Теперь давайте поговорим о том, как проводится монтаж SMD компонентов.
Начало работы с деталями
Первоначально необходимо компоненты вставить в отверстия на плате, которые предназначаются для них. При этом внимательно следите за тем, чтобы была соблюдена полярность. Особенно это важно для таких элементов, как электролитические конденсаторы и диоды. Затем следует немного развести выводы, чтобы деталь не выпадала из установленного места (но не перестарайтесь). Непосредственно перед тем как начинать пайку, не забудьте протереть жало губкой ещё раз. Теперь давайте рассмотрим, как происходит монтаж SMD в домашних условиях на этапе паяния.
Закрепление деталей
 Необходимо расположить жало паяльника между платой и выводом, чтобы разогреть место, где будет проводиться пайка. Чтобы не вывести деталь из строя, это время не должно превышать 1-2 секунды. Затем можно подносить припой к месту пайки. Учитывайте, что на этом этапе на человека может брызнуть флюс, поэтому будьте внимательны. После того момента, когда требуемое количество припоя успеет расплавиться, необходимо отвести проволоку от места, где паяется деталь. Для его равномерного распределения необходимо жало паяльника подержать на протяжении секунды. Потом, не сдвигая деталь, необходимо убрать прибор. Пройдёт несколько мгновений, и место пайки остынет. Всё это время необходимо следить за тем, чтобы деталь не меняла свое местоположение. Излишки можно отрезать, используя бокорезы. Но смотрите за тем, чтобы не было повреждено место пайки.
Необходимо расположить жало паяльника между платой и выводом, чтобы разогреть место, где будет проводиться пайка. Чтобы не вывести деталь из строя, это время не должно превышать 1-2 секунды. Затем можно подносить припой к месту пайки. Учитывайте, что на этом этапе на человека может брызнуть флюс, поэтому будьте внимательны. После того момента, когда требуемое количество припоя успеет расплавиться, необходимо отвести проволоку от места, где паяется деталь. Для его равномерного распределения необходимо жало паяльника подержать на протяжении секунды. Потом, не сдвигая деталь, необходимо убрать прибор. Пройдёт несколько мгновений, и место пайки остынет. Всё это время необходимо следить за тем, чтобы деталь не меняла свое местоположение. Излишки можно отрезать, используя бокорезы. Но смотрите за тем, чтобы не было повреждено место пайки.
Проверка качества работы
 Посмотрите на получившийся поверхностный монтаж SMD:
Посмотрите на получившийся поверхностный монтаж SMD:
- В идеале должна быть соединена контактная площадь и вывод детали. При этом сама пайка должна обладать гладкой и блестящей поверхностью.
- В случае получения сферической формы или наличия связи с соседними контактными площадками необходимо разогреть припой и удалить его излишки. Учитывайте, что после работы с ним на жале паяльника всегда есть его определённое количество.
- При наличии матовой поверхности и царапин расплавьте припой ещё раз и, не сдвигая детали, дайте ему остыть. В случае необходимости можно добавить его ещё в небольшом количестве.
Для удаления остатков флюса с платы можно воспользоваться подходящим растворителем. Но эта операция не является обязательной, ведь его наличие не мешает и не сказывается на функционировании схемы. А теперь давайте уделим внимание теории пайки. Потом мы пройдёмся по особенностям каждого отдельного варианта.
Теория
 Под пайкой понимают соединение определённых металлов с использованием других, более легкоплавких. В электронике для этого используют припой, в котором 40% свинца и 60% олова. Данный сплав становится жидким уже при 180 градусах. Современные припои выпускают как тонкие трубочки, которые уже заполнены специальной смолой, выполняющей функцию флюса. Нагретый припой может создавать внутреннее соединение, если выполнены такие условия:
Под пайкой понимают соединение определённых металлов с использованием других, более легкоплавких. В электронике для этого используют припой, в котором 40% свинца и 60% олова. Данный сплав становится жидким уже при 180 градусах. Современные припои выпускают как тонкие трубочки, которые уже заполнены специальной смолой, выполняющей функцию флюса. Нагретый припой может создавать внутреннее соединение, если выполнены такие условия:
- Необходимо, чтобы были зачищены поверхности деталей, которые будут паяться. Для этого важно удалить все пленки оксидов, которые образовываются со временем.
- Деталь должна в месте пайки нагреваться до температуры, которой достаточно, чтобы плавить припой. Определённые трудности здесь возникают, когда есть большая площадь с хорошей теплопроводностью. Ведь элементарно может не хватить мощности паяльника для нагрева места.
- Необходимо позаботиться о защите от действия кислорода. Эту задачу может выполнить колофоний, который образует защитную пленку.
Наиболее частые ошибки
 Сейчас рассмотрим три самые частые ошибки, а также то, как их исправить:
Сейчас рассмотрим три самые частые ошибки, а также то, как их исправить:
- Места пайки касаются кончиком жала паяльника. При этом подводится слишком мало тепла. Необходимо жало прикладывать таким образом, чтобы между жалом и местом пайки создавалась наибольшая площадь контакта. Тогда SMD монтаж получится качественным.
- Используется слишком мало припоя и выдерживаются значительные временные промежутки. Когда начинается сам процесс, уже успевает испариться часть флюса. Припой не получает защитный слой, как результат - оксидная пленка. А как правильно совершать монтаж SMD в домашних условиях? Для этого профессионалы места пайки качаются одновременно и паяльником, и припоем.
- Слишком ранний отвод жала от места пайки. Нагревать следует интенсивно и быстро.
Можно взять конденсатор для SMD монтажа и набить на нём руку.
Пайка свободных проводов
Сейчас мы будем проходить практику. Допустим, у нас есть светодиод и резистор. К ним нужно припаять кабель. При этом не используются монтажные платы, штифты и иные вспомогательные элементы. Для выполнения поставленной цели нужно выполнить такие операции:
- Снимаем изоляцию с концов провода. Они должны быть чистыми, поскольку были защищены от влажности и кислорода.
- Скручиваем отдельные проводки жилы. Этим предотвращается их последующее разлохмачивание.
- Залуживаем концы проводов. Во время этого процесса необходимо разогретое жало подвести к проводу вместе с припоем (который должен равномерно распределиться по поверхности).
- Укорачиваем выводы резистора и светодиода. Потом необходимо их залудить (независимо от того, старые или новые детали используются).
- Удерживаем выводы параллельно и наносим небольшое количество припоя. Как только им будут равномерно заполнены промежутки, необходимо быстро отвести паяльник. Пока припой не затвердеет полностью, деталь трогать не нужно. Если это всё же произошло, то возникают микротрещины, которые негативно сказываются на механических и электрических свойствах соединения.
Пайка печатных плат
 В данном случае необходимо прикладывать меньше усилий, нежели в предыдущем, поскольку здесь отверстия платы хорошо играют роль фиксатора для деталей. Но и здесь важен опыт. Часто результатом работы новичков является то, что схема начинает выглядеть как один большой и сплошной проводник. Но дело это несложное, поэтому после небольшой тренировки результат будет на достойном уровне.
В данном случае необходимо прикладывать меньше усилий, нежели в предыдущем, поскольку здесь отверстия платы хорошо играют роль фиксатора для деталей. Но и здесь важен опыт. Часто результатом работы новичков является то, что схема начинает выглядеть как один большой и сплошной проводник. Но дело это несложное, поэтому после небольшой тренировки результат будет на достойном уровне.
Теперь давайте разберёмся, как происходит SMD монтаж в данном случае. Первоначально жало паяльника и припой одновременно подводят к месту пайки. Причем нагреваться должны и обрабатываемые выводы, и плата. Необходимо держать жало, пока припой равномерно не покроет всё место контакта. Затем его можно обвести по полукругу вокруг обрабатываемого места. При этом припой должен перемещаться во встречном направлении. Наблюдаем, чтобы он равномерно распределился на всей контактной площади. После этого убираем припой. И последний шаг - это быстрый отвод жала от места пайки. Ждём, пока припой приобретёт свою окончательную форму и застынет. Вот так в данном случае проводится монтаж SMD. при первых попытках будет выглядеть не ахти, а вот со временем можно научиться делать на таком уровне, что не отличишь и от заводского варианта.
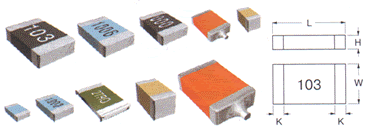
Промышленность выпускает широкий спектр компонентов для поверхностного монтажа печатных плат (smd компонентов). Формы, размеры и материалы, smd компонентов, постоянно меняются, поставщики предлагают все новые модели, чтобы удовлетворить требованиям миниатюризации, функциональности и надежности. Чаще всего поверхностный smd монтаж используется для пассивных устройств или «чипов» (кристаллов) - резисторов, конденсаторов, индуктивностей и дросселей. Чип-конденсаторы и резисторы часто имеют четырехзначный код маркировки в котором зашифрован типоразмер smd компонента , например, 1825, 1210 или 0804. Первые две цифры обозначают длину компонента, которой является расстояние между выводами (контактами) в сотых долях дюйма. Две вторые цифры относятся к ширине smd компонента также в сотых долях дюйма (для пассивных устройств существует аналогичная кодовая маркировка, основанная на метрической системе [мм], фактические значения очень близки к английским значения и могут быть источником путаницы, особенно при сотрудничестве с зарубежными компаниями). Таким образом, конденсатор типоразмера 1825 имеет длину 0,18 дюйма (4,6 мм) и ширину 0,25 дюйма (6,3 мм). На рисунке 1 представлена фотография пассивных чип-резисторов, различных типоразмеров. Чип-резисторы, как правило, очень надежны и, следовательно, относительно защищены от повреждений во время сборки по технологии поверхностного монтажа. Многослойные smd конденсаторы чувствительны к температуре и, следовательно, более склонны к образованию трещин при , особенно в условиях быстрой смены температур.
Рисунок 1 — Чип-резисторы различных типоразмеров
Чип-резистор имеет алюмокерамическое основание, на который нанесена тонкая пленка резистивного элемента. Поверх резистивного элемента на его концах и частично в нижней части расположены проводящие элементы, которые и припаиваются к печатной плате. Проводящие элементы состоят из термостойкой толстой пленки на основе Ag, никелевого или медного барьерного слоя и гальванически нанесенного покрытия из Sn, Sn-Pb или Au.
Чип-конденсаторы изготавливают из специальной оксидной керамики, в них чередуются слои керамики и тонкие слои пленки, что обеспечивает определенное значение емкости устройства. Это конденсатор многослойного тонкопленочного (MLTF) типа. Второй тип конденсаторов имеет электроды на верхней и нижней поверхностях однородного «блока» из керамики. Керамика, используемая для изготовления чип-конденсаторов более хрупкая, чем алюминиевая металлокерамика чип-резисторов. Слоистая конструкция MLTF-конденсаторов делает их более чувствительными к механическим и тепловым ударам. В чип-конденсаторах используются аналогичные металлические проводящие слои, которые припаиваются к печатной плате, как было описано ранее для резисторов. Пример керамических чип-конденсаторов приведен на рисунке 2.

Рисунок 2 — Керамические чип-конденсаторы
Чип-индуктивности выпускают двух типов. Индуктивности для smd монтажа состоят из тонкой медной проволоки, намотанной на сердечник из оксида алюминия. Размеры сердечника и число обмоток определяют величину индуктивности. Вторым видом являются тонкопленочные smd индуктивности. В них на сердечнике из оксида алюминия размещена обмотка из проводящей пленки (несмотря на значительно более простое изготовление тонкопленочных smd индуктивностей, они имеют ограниченный диапазон значений). Пример керамических чип-индуктивностей приведен на рисунке 3.
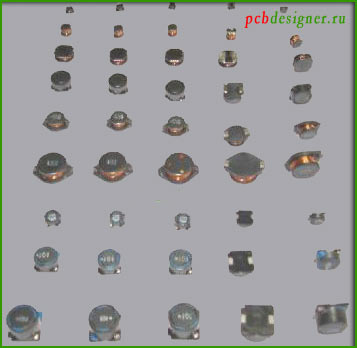
Рисунок 3 — Примеры чип-индуктивностей
Примерно 40 % поверхностно-монтируемых (smd) пассивных компонентов изделия составляют чип-конденсаторы . Их миниатюризация имеет решающее значение для уменьшения размера и массы электронного изделия. Для портативной электроники (например, мобильных телефонов, КПК и пейджеров) обычно используются smd конденсаторы типоразмером от 0603 до 0402 и 0201.
Некоторые диоды и все активные устройства поставляются в различных корпусах с периферическими и матричными выводами. Диоды и транзисторы, как правило, имеют SO-корпуса : соответственно SOD-корпуса для диодов и SOT-корпуса для транзисторов . Корпус (package) изготавливают из термостойкого пластика. У SOD-package два вывода, у SOT-package соответственно три. Ножки элементов сделаны из прочных медных или железных сплавов и имеют форму «крыла чайки». Для больших активных устройств требуется больше ножек. Эти элементы имеют SOIC-корпуса с выводами малой длины в виде крыла чайки, которые выступают с обеих сторон длинной стороны smd элемента.
Выводы типа «крыло чайки» очень прочны и расположены с шагом 1,27 мм (50 mil), или 0,635 мм (20 mil). Шагом называется расстояние между центральными осями двух соседних выводов.
Дальнейшее увеличение количества ножек реализовано путем их размещения по всем четырем сторонам smd корпуса. Ножки сделаны в форме крыла чайки или имеют J-образную форму. J-конфигурация снижает площадь контактной площадки благодаря изгибу вывода внутрь, под smd корпус. Как и выводы типа «крыло чайки», J-образные выводы очень прочны и расположены с шагом 1,27 мм (50 mil) и 0,635 мм (20 mil).
Элементы для поверхностного монтажа шагом меньше 0,635 мм, начиная с 0,5 мм и 0,4 мм, называются smd компонентами с мелким шагом выводов. Мелкие ножки у surface mounted devices соответственно более хрупкие, поэтому они легко повреждаются во время обработки и монтажа по . Кроме того, к компланарности выводов smd корпусов с мелким шагом предъявляются более строгие требования. Компланарными называются выводы элементов для поверхностного монтажа, монтируемых по surface-mount technology, нижние стороны которых на выходе из корпуса лежат в одной плоскости. Если ножки некомпланарные, например, одна расположен выше общей плоскости, то она, вероятнее всего, окажется не припаянной из-за малого количество паяльной пасты, используемой для пайки таких мелких выводов. Если же ножка smd компонента окажется слишком низко, то она будет повреждена во время установки компонента. Кроме того, она может стереть точку пасты, что приведет к некачественному соединению или короткому замыканию с соседним выводом после поверхностного монтажа.
Второй тип компоновки микросхем для поверхностного монтажа с периферическими выводами – это безвыводной керамический кристаллодержатель (LCCC). Эта компоновка подразумевает наличие керамических материалов; а ножки элемента по форме напоминают зубцы, они расположены на всех четырех сторонах корпуса. Ножки smd компонентов покрыты никелевым слоем, поверх которого нанесен слой золота, именно он и подвергается пайке. Никелевый и золотой слои нанесены и снизу (на основание ножки). LCCC микросхемы можно устанавливать только на подложку с таким же или более низким температурным коэффициентом линейного расширения, т.е. температурные коэффициенты линейного расширения подложки печатной платы и керамического кристаллодержателя должны быть примерно равны. В противном случае паянные соединения элементов поверхностного монтажа быстро разрушатся под действием термомеханической усталости в условиях даже незначительных циклических колебаний температуры.
Корпуса с матричными выводами - это BGA, CSP, LGA, DCA/FC (пример BGA микросхемы для поверхностного монтажа приведен на рисунке 4), а также керамические корпуса с тугоплавкими столбиковыми выводами (CCGA). Общей характеристикой этих элементов является то, что пайке подвергаются ряды шариков припоя с нижней стороны корпуса, а не периферические выводы или зубцы. Разница между BGA- и CSP-корпусами в том, что у последних размеры компаунда для опрессовывания должны быть в 1,2 раза меньше соответствующих размеров кристалла. На размеры BGA-корпусов никакие ограничения не накладываются.
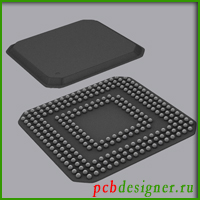
Рисунок 4 — Пример микросхемы в BGA-корпусе
Типичный размер шага составляет 1,27 мм и 1,0 мм для BGA- и CSP-корпусов, соответственно. Здесь шагом называется расстояние между центральными осями любых двух шариков или контактных площадок. Таким образом, требования к точности совмещения для матричных корпусов с применением технологии поверхностного монтажа не являются очень строгими. Кроме того, при пайке smd элементов расплавляется достаточное количество припоя, чтобы под действием силы поверхностного натяжения припоя обеспечить самостоятельное совмещение корпуса компонента и контактной площадки печатной платы . Однако, когда количество шариков достигает нескольких тысяч, необходимо уменьшать как размер шариков, так и шаг между ними, что в свою очередь приводит к уменьшению допусков на установку компонентов. Такая же картина наблюдается и в случае DCA-корпусов, в которых размер шариков припоя и шаг между ними, как правило, равны соответственно 0,10 мм и 0,25 мм.
Микросхемы с CCGA-компоновкой являются вариантом BGA , в которых шарики припоя были заменены столбиками из припоя. Столбики позволяют устанавливать керамический корпус на печатную плату из органических слоистых материалов со значительным температурным коэффициентом линейного расширения, поскольку они способны уменьшить высокие напряжения, создаваемые в результате различных величин теплового расширения двух материалов. Столбики изготавливают из тугоплавких свинцовых сплавов (на-пример, 95 % РЬ и 5 % Sn или 90 %РЬ и 10 % Sn), которые не плавятся при пайке эвтектическими оловянно-свинцовыми припоями. На столбики иногда наматывают медную проволоку, чтобы увеличить их надежность, поскольку обнаженные столбики подвержены повреждениям во время обработки и установки на печатную плату.
Ускоренное развитие технологии поверхностного монтажа (SMT-технологии) компонентов вызвало необходимость создания нестандартных корпусов и конфигураций выводов smd компонентов, что привело к разработке устройств сложной формы. Примерами компонентов сложной формы являются поверхностно-монтируемые переключатели и разъемы, а также множество типов индуктивностей (рисунок 2), светодиодов и трансформаторов. Как правило, так называемые поверхностно-монтируемые разъемы фактически могут быть установлены по смешанной технологии, частично в сквозные отверстия, обеспечивая механическую прочность, необходимую для установки и удаления кабеля, а их поверхностно-монтируемые выводы обеспечивают электрическое соединение (при монтаже в отверстия межсоединения получают путем PIP-технологии или ).
С поверхностным монтажом smd компонентов сложной формы связано множество проблем . Во-первых, необходимо предусмотреть точные размеры контактных площадок на печатной плате. Кроме того, нужны , чтобы обеспечить правильное количество паяльной пасты при печати. Для обработки таких компонентов может потребоваться специальная настройка инструментов автоматического установщика поверхностно монтируемых изделий. И, наконец, smd компоненты сложной формы, как правило, больше и тяжелее. Поэтому вполне возможно, что они не будут самостоятельно совмещаться с контактными площадками платы во время .
Переход на оказал существенное влияние на характеристики поверхностно-монтируемых изделий . Для соответствия бессвинцовой технологии пассивных устройств и элементов с периферическими выводами традиционное гальваническое оловянно-свинцовое покрытие было заменено покрытием из чистого олова. Использование оловянных покрытий создает проблемы оловянных усов, которые потенциально способны вызвать короткие замыкания в процессе эксплуатации индуктивностей. Оловянно-свинцовые сплавы в шариках припоя BGA-, CSP- и DCA-корпусов, имеющие температуру плавления 183 °С, заменяются сплавами Sn-Ag-Cu с температурой плавления 217 °С. В случае DCA/FC- и CCGA-корпусов для изготовления шариков и столбиков припоя используются сплавы с высоким содержанием РЬ, которые не расплавляются во время smd пайки припоями Sn-Ag-Cu, используемыми для получения межсоединений второго уровня.
Многие задаются вопросом, как правильно паять SMD-компоненты. Но перед тем как разобраться с этой проблемой, необходимо уточнить, что же это за элементы. Surface Mounted Devices – в переводе с английского это выражение означает компоненты для поверхностного монтажа. Главным их достоинством является большая, нежели у обычных деталей, монтажная плотность. Этот аспект влияет на использование SMD-элементов в массовом производстве печатных плат, а также на их экономичность и технологичность монтажа. Обычные детали, у которых выводы проволочного типа, утратили свое широкое применение наряду с быстрорастущей популярностью SMD-компонентов.
Ошибки и основные принцип пайки
Некоторые умельцы утверждают, что паять такие элементы своими руками очень сложно и довольно неудобно. На самом деле, аналогичные работы с ТН-компонентами проводить намного труднее. И вообще эти два вида деталей применяются в различных областях электроники. Однако многие совершают определенные ошибки при пайке SMD-компонентов в домашних условиях.
SMD-компоненты
Главной проблемой, с которой сталкиваются любители, является выбор тонкого жала на паяльник. Это связано с существованием мнения о том, что при паянии обычным паяльником можно заляпать оловом ножки SMD-контактов. В итоге процесс паяния проходит долго и мучительно. Такое суждение нельзя считать верным, так как в этих процессах существенную роль играет капиллярный эффект, поверхностное натяжение, а также сила смачивания. Игнорирование этих дополнительных хитростей усложняет выполнение работы своими руками.

Пайка SMD-компонентов
Чтобы правильно паять SMD-компоненты, необходимо придерживаться определенных действий. Для начала прикладывают жало паяльника к ножкам взятого элемента. Вследствие этого начинает расти температура и плавиться олово, которое в итоге полностью обтекает ножку данного компонента. Этот процесс называется силой смачивания. В это же мгновение происходит затекание олова под ножку, что объясняется капиллярным эффектом. Вместе со смачиванием ножки происходит аналогичное действие на самой плате. В итоге получается равномерно залитая связка платы с ножками.
Контакта припоя с соседними ножками не происходит из-за того, что начинает действовать сила натяжения, формирующая отдельные капли олова. Очевидно, что описанные процессы протекают сами по себе, лишь с небольшим участием паяльщика, который только разогревает паяльником ножки детали. При работе с очень маленькими элементами возможно их прилипание к жалу паяльника. Чтобы этого не произошло, обе стороны припаивают по отдельности.
Пайка в заводских условиях
Этот процесс происходит на основе группового метода. Пайка SMD-компонентов выполняется с помощью специальной паяльной пасты, которая равномерно распределяется тончайшим слоем на подготовленную печатную плату, где уже имеются контактные площадки. Этот способ нанесения называется шелкографией. Применяемый материал по своему виду и консистенции напоминает зубную пасту. Этот порошок состоит из припоя, в который добавлен и перемешан флюс. Процесс нанесения выполняется автоматически при прохождении печатной платы по конвейеру.
Заводская пайка SMD-деталей
Далее установленные по ленте движения роботы раскладывают в нужном порядке все необходимые элементы. Детали в процессе передвижения платы прочно удерживаются на установленном месте за счет достаточной липкости паяльной пасты. Следующим этапом происходит нагрев конструкции в специальной печи до температуры, которая немного больше той, при которой плавится припой. В итоге такого нагрева происходит расплавление припоя и обтекание его вокруг ножек компонентов, а флюс испаряется. Этот процесс и делает детали припаянными на свои посадочные места. После печки плате дают остыть, и все готово.
Необходимые материалы и инструменты
Для того чтобы своими руками выполнять работы по впаиванию SMD-компонентов, понадобится наличие определенных инструментов и расходных материалов, к которым можно отнести следующие:
- паяльник для пайки SMD-контактов;
- пинцет и бокорезы;
- шило или игла с острым концом;
- припой;
- увеличительное стекло или лупа, которые необходимы при работе с очень мелкими деталями;
- нейтральный жидкий флюс безотмывочного типа;
- шприц, с помощью которого можно наносить флюс;
- при отсутствии последнего материала можно обойтись спиртовым раствором канифоли;
- для удобства паяния мастера пользуются специальным паяльным феном.

Пинцет для установки и снятия SMD-компонентов
Использование флюса просто необходимо, и он должен быть жидким. В таком состоянии этот материал обезжиривает рабочую поверхность, а также убирает образовавшиеся окислы на паяемом металле. В результате этого на припое появляется оптимальная сила смачивания, и капля для пайки лучше сохраняет свою форму, что облегчает весь процесс работы и исключает образование «соплей». Использование спиртового раствора канифоли не позволит добиться значимого результата, да и образовавшийся белый налет вряд ли удастся убрать.

Очень важен выбор паяльника. Лучше всего подходит такой инструмент, у которого возможна регулировка температуры. Это позволяет не переживать за возможность повреждения деталей перегревом, но этот нюанс не касается моментов, когда требуется выпаивать SMD-компоненты. Любая паяемая деталь способна выдерживать температуру около 250–300 °С, что обеспечивает регулируемый паяльник. При отсутствии такого устройства можно воспользоваться аналогичным инструментом мощностью от 20 до 30 Вт, рассчитанным на напряжение 12–36 В.
Использование паяльника на 220 В приведет к не лучшим последствиям. Это связано с высокой температурой нагрева его жала, под действием которой жидкий флюс быстро улетучивается и не позволяет эффективно смачивать детали припоем.
Специалисты не советуют пользоваться паяльником с конусным жалом, так как припой трудно наносить на детали и тратится уйма времени. Наиболее эффективным считается жало под названием «Микроволна». Очевидным его преимуществом является небольшое отверстие на срезе для более удобного захвата припоя в нужном количестве. Еще с таким жалом на паяльнике удобно собирать излишки пайки.

Использовать припой можно любой, но лучше применять тонкую проволочку, с помощью которой комфортно дозировать количество используемого материала. Паяемая деталь при помощи такой проволочки будет лучше обработана за счет более удобного доступа к ней.
Как паять SMD-компоненты?
Порядок работ
Процесс пайки при тщательном подходе к теории и получении определенного опыта не является сложным. Итак, можно всю процедуру разделить на несколько пунктов:
- Необходимо поместить SMD-компоненты на специальные контактные площадки, расположенные на плате.
- Наносится жидкий флюс на ножки детали и нагревается компонент при помощи жала паяльника.
- Под действием температуры происходит заливание контактных площадок и самих ножек детали.
- После заливки отводится паяльник и дается время на остывание компонента. Когда припой остыл - работа выполнена.
Процесс пайки SMD-компонентов
При выполнении аналогичных действий с микросхемой процесс пайки немного отличается от вышеприведенного. Технология будет выглядеть следующим образом:
- Ножки SMD-компонентов устанавливаются точно на свои контактные места.
- В местах контактных площадок выполняется смачивание флюсом.
- Для точного попадания детали на посадочное место необходимо сначала припаять одну ее крайнюю ножку, после чего компонент легко выставляется.
- Дальнейшая пайка выполняется с предельной аккуратностью, и припой наносится на все ножки. Излишки припоя устраняются жалом паяльника.

Как паять при помощи фена?
При таком способе пайки необходимо смазать посадочные места специальной пастой. Затем на контактную площадку укладывается необходимая деталь - помимо компонентов это могут быть резисторы, транзисторы, конденсаторы и т. д. Для удобства можно воспользоваться пинцетом. После этого деталь нагревается горячим воздухом, подаваемым из фена, температурой около 250º C. Как и в предыдущих примерах пайки, флюс под действием температуры испаряется и плавится припой, тем самым заливая контактные дорожки и ножки деталей. Затем отводится фен, и плата начинает остывать. При полном остывании можно считать пайку оконченной.

Прошли времена вводных радиодеталей, при помощи которых радиолюбитель ремонтировал ламповые телевизоры и старые радиоприемники. В нашу жизнь прочно вошли SMD-элементы, намного более компактные и высокотехнологичные. Что же представляет из себя этот SMD-компонент? Если говорить словами тех, кто начинал сборку и ремонт приборов во времена транзисторных приемников – это «мелкие темные штучки с надписями, которые совсем не понять». А если серьезно, то расшифровав термин «SMD-component» и переведя его на русский язык, мы получим «монтирующиеся на поверхности».
Что же это означает? Поверхностный монтаж (планарный монтаж) – это такой способ изготовления, при котором детали размещены на печатной плате с одной стороны с контактными дорожками. Для расположения радиодеталей не требуется высверливаний. Такой способ в наши дни наиболее распространен и считается самым оптимальным. В промышленных масштабах печатные платы на основе SMD-компонентов с большой скоростью «штампуются» роботами. Человеку остается лишь то, что машине пока не под силу. Необходимо разобраться, чем же так хороши SMD-компоненты и есть ли у них минусы.
Преимущества монтажа
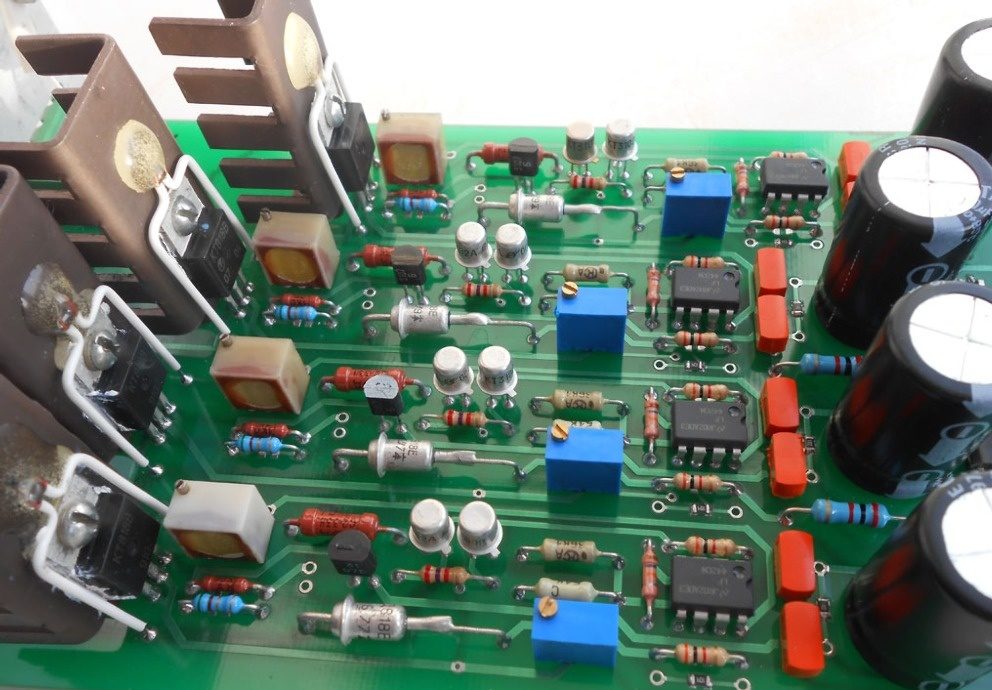
Пример платы с SMD-компонентами
Естественно, что при невероятно малых размерах, которые имеют SMD-элементы, готовые печатные платы очень компактны, из чего можно сделать вывод, что готовый прибор на основе такой платформы будет очень небольшого размера. При печати требуется меньшее количество стеклотекстолита и хлорного железа, что существенно повышает экономию. К тому же времени на изготовление требуется значительно меньше, т. к. не нужно высверливать отверстия под ножки различных элементов.
По этой же причине такие платы легче поддаются ремонту, замене радиодеталей. Возможно даже изготовление печатной платы при установке SMD-элементов с двух сторон, чего нельзя было даже представить раньше. И, естественно, намного более низка цена чип-компонентов.
Конечно, имеются кроме преимуществ и недостатки (куда уж без них). Платформы на SMD-компонентах не переносят перегибов и даже небольших механических воздействий (таких, как удары). От них, как и при перегреве в процессе пайки, могут образоваться микротрещины на резисторах и конденсаторах. Сразу такие проблемы не дают о себе знать, а проявляются уже в процессе работы.
Ну и, конечно, тем, кто в первый раз сталкивается с чипами, непонятно, как же можно их различить. Какой из них является резистором, а какой конденсатором или транзистором, или какие размеры могут быть у SMD-компонентов? Во всем этом предстоит разобраться.
Виды корпусов SMD-элементов
Все подобные элементы можно разделить по группам на основании количества выводов на корпусе. Их может быть два, три, четыре-пять, шесть-восемь. И последняя группа – более восьми. Но существуют чипы без видимых ножек-выводов. Тогда на корпусе будут либо контакты, либо припой в виде маленьких шишек. Еще различаться SMD-компоненты могут размерами (к примеру, высотой).
Виды SMD-элементов
Вообще маркировка проставляется только на более крупных чипах, да и то ее очень трудно разглядеть. В остальных же случаях без схемы разобраться, что за элемент перед глазами, невозможно. Размеры SMD-компонентов бывают разными. Все зависит от их производительности. Чаще всего, чем больше размер чипа, тем выше его номинал.
SMD-дроссели
Такие дроссели могут встретиться в разных видах корпуса, но типоразмеры их будут подобны. Делается это для облегчения автоматического монтажа. Да и простому радиолюбителю так проще разобраться. Любой дроссель или катушка индуктивности называется «моточным изделием». Возможно, для более старого оборудования такой элемент схемы можно было намотать и своими руками, но с SMD-компонентом такой номер не пройдет. Тем более что чипы оборудованы магнитным экранированием, они компактны и обладают большим диапазоном рабочей температуры.
Подобрать подобный чип можно по каталогу на основании необходимого типоразмера. Задан этот параметр при помощи 4 цифр (к примеру, 0805), где 08 – длина чипа, а 05 – его ширина в дюймах. Следовательно, размер SMD-катушки составит 0.08 × 0.05 дюймов.
SMD-диоды и SMD-транзисторы

SMD-диоды бывают либо в форме цилиндра, либо прямоугольными. Распределение типоразмеров такое же, как и у дросселей.
Мощность SMD-транзисторов бывает малая, средняя и большая, разница в корпусах зависит как раз от этого параметра. Из них выделяют две группы – это SOT и DPAK. Интересно, что в одном корпусе может быть несколько компонентов, к примеру – диодная сборка.
Вообще сами по себе SMD-детали представляют огромный интерес не только для профессиональных радиолюбителей, но и для начинающих. Ведь если разобраться, то пайка таких печатных плат – дело не из легких. Тем приятнее научиться разбираться во всех маркировках чипов и научиться, четко следуя схеме, заменять перегоревшие SMD-детали на новые или демонтированные с другой платформы. К тому же многократно повысится и уровень владения паяльником, ведь при работе с чипами необходимо учитывать множество нюансов и соблюдать предельную осторожность.
Нюансы при пайке чипов
Пайку SMD-компонентов оптимальнее осуществлять при помощи специальной станции, температура которой стабилизирована. Но в ее отсутствие остается, естественно, только паяльник. Его необходимо запитать через реостат, т. к. температура нагрева жала таких приборов от 350 до 400 градусов, что неприемлемо для чип-компонентов и может их повредить. Необходимый уровень – от 240 до 280 градусов.
Нельзя не только перегревать SMD-элементы, но и передерживать жало паяльника на контактах. Использовать лучше припои, не содержащие в своем составе свинца, т. к. они тугоплавки и при рекомендованной температуре работать ими проблематично.
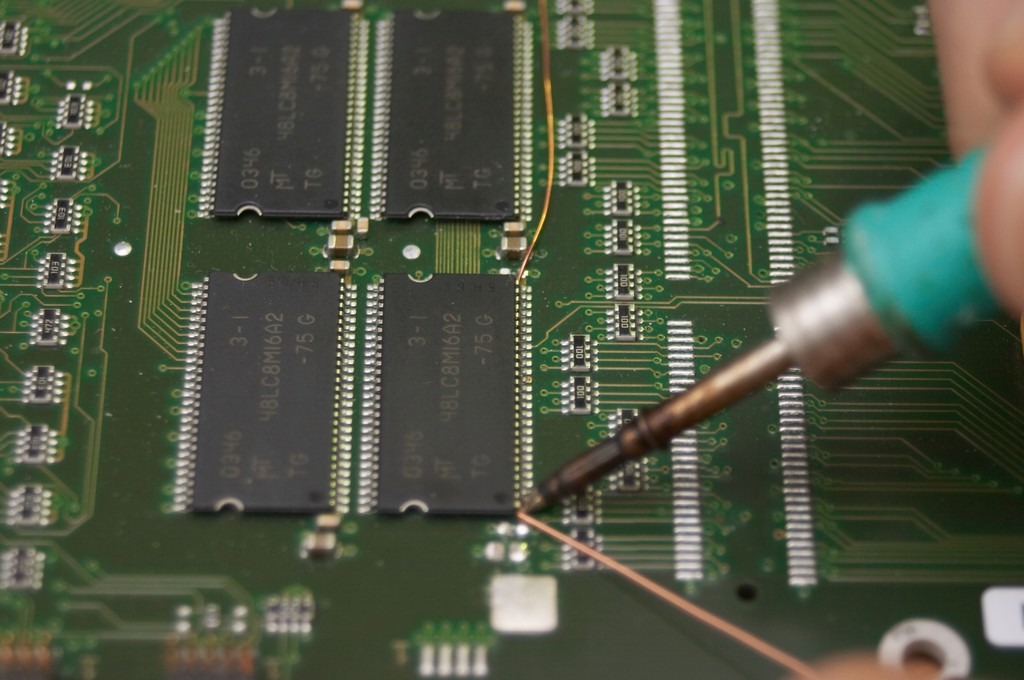
Пайка печатной чип-платы
В местах пайки требуется обязательное лужение дорожек. SMD-элемент лучше придерживать при помощи пинцета, а длительность прикосновения жала паяльника к ножке чипа не должна превышать полторы-две секунды. С микросхемами нужно работать еще более аккуратно.
Для начала припаиваются крайние ножки (предварительно необходимо точно совместить все выводы с контактами), а после уже все остальные. В случае если припой попал на две ножки и выводы слиплись между собой, можно использовать заточенную спичку. Ее нужно проложить между контактами и прикоснуться паяльником к одному из них.
Частые ошибки при пайке
Зачастую при пайке SMD-компонентов допускается 3 основных ошибки. Но они не критичны и вполне подлежат исправлению.
- Прикосновение к контакту самым концом жала из опасения перегрева. При таком условии температура будет недостаточной, так что нужно стараться паять таким образом, чтобы была максимальная поверхность соприкосновения, только в этом случае получится качественно смонтированная плата.
- Использование слишком малого количества припоя, при этом пайка длится очень продолжительное время. В этом случае происходит испарение части флюса. На припое не образуется достаточного защитного слоя, а в результате происходит окисление. Идеальный вариант – одновременное соприкосновение с контактом и паяльника, и припоя.
- Очень раннее отведение паяльника от контакта. Хотя и следует действовать аккуратно и не перегревать чипы, все же время прогрева должно быть достаточным для качественной пайки.
Для тренировки имеет смысл взять любую ненужную печатную плату и поучиться пайке.
Пайка чип-платы
Итак, не прилагая чрезмерных усилий, можно начинать пайку печатных плат. Отверстия, которые присутствуют на ней, прекрасно выполняют работу по фиксированию элементов. Немного опыта, конечно, тут не повредит, ведь именно для этого производилась тренировка на ненужной платформе. Изначально к контактам подводится помимо жала еще и припой, и сделать это нужно так, чтобы был равномерный прогрев и вывода, и платформы (места контакта).
Убирать припой следует после того, как контактная точка полностью и равномерно им покрылась. Далее нужно отвести паяльник, а после ждать, пока олово остынет. И только после этого можно производить монтаж SMD-компонентов. После обязательно нужно проверить качество пропаянных контактов при помощи пинцета. Конечно, при первых попытках платформа не будет выглядеть как с завода, а даже наоборот, но со временем, набравшись опыта, появится возможность даже посоревноваться с роботами.
 (1 оценок, в среднем: 5,00 из 5)
(1 оценок, в среднем: 5,00 из 5)

