Чем приклеить смд резисторы на плату. SMD компоненты и рекомендации при пайке печатных плат. Наиболее частые ошибки
Прошли времена вводных радиодеталей, при помощи которых радиолюбитель ремонтировал ламповые телевизоры и старые радиоприемники. В нашу жизнь прочно вошли SMD-элементы, намного более компактные и высокотехнологичные. Что же представляет из себя этот SMD-компонент? Если говорить словами тех, кто начинал сборку и ремонт приборов во времена транзисторных приемников – это «мелкие темные штучки с надписями, которые совсем не понять». А если серьезно, то расшифровав термин «SMD-component» и переведя его на русский язык, мы получим «монтирующиеся на поверхности».
Сопротивление трекинга характеризует прочность изоляции поверхности изоляционных материалов, в частности, под действием влаги и примесей. Он определяет максимальный ток утечки, который может быть установлен в определенной тестовой компоновке в стандартизованных условиях испытаний.
Короткое замыкание - это соединение между двумя точками, которое может не существовать в соответствии с схемой. Короткие замыкания представляют собой соединения, которые, Например, оловянные нити, плохое травление или механическое повреждение изоляционного слоя между слоями.
Что же это означает? Поверхностный монтаж (планарный монтаж) – это такой способ изготовления, при котором детали размещены на печатной плате с одной стороны с контактными дорожками. Для расположения радиодеталей не требуется высверливаний. Такой способ в наши дни наиболее распространен и считается самым оптимальным. В промышленных масштабах печатные платы на основе SMD-компонентов с большой скоростью «штампуются» роботами. Человеку остается лишь то, что машине пока не под силу. Необходимо разобраться, чем же так хороши SMD-компоненты и есть ли у них минусы.
Для каждой сети контрольная точка определяется как первичная контрольная точка. Затем измеряют изоляцию между всеми сетями. Когда печатная плата 3 имеет сети, сетка 1 измеряется по сетке 2, сетке 1 по сетке 3 и сетке 2 по сетке 3. Если присутствуют дополнительные сети, количество измерений выглядит следующим образом.
Сопротивление припоя в процессе производства
В истории интегрированной микроэлектроники разработаны различные семейства схем, которые различаются с точки зрения используемых функциональных принципов и связанных с ними связанных с ними характеристик. С помощью новых технологий проектирования и производства пользователи теперь имеют возможность создавать и использовать специальные специализированные интегральные схемы, а также стандартные схемы.
Преимущества монтажа
Пример платы с SMD-компонентами
Естественно, что при невероятно малых размерах, которые имеют SMD-элементы, готовые печатные платы очень компактны, из чего можно сделать вывод, что готовый прибор на основе такой платформы будет очень небольшого размера. При печати требуется меньшее количество стеклотекстолита и хлорного железа, что существенно повышает экономию. К тому же времени на изготовление требуется значительно меньше, т. к. не нужно высверливать отверстия под ножки различных элементов.
Большинство односторонних и двухсторонних платиновых печатных плат изготавливаются фотохимическими средствами. Текущий порядок производственных этапов. Сверление через контактный фоторезист Ламинирование экспозиции Разработка травления Промывка Сушка. Затем следуют последующие этапы обработки.
После двухсторонних печатных плат с медным слоем на обеих сторонах печатной платы начали появляться несколько более тонких печатных плат с так называемыми многослойными печатными платами, которые в настоящее время могут иметь до 48 слоев, в отдельных случаях больше. Например, от четырех до восьми слоев в компьютерах и до двенадцати слоев в мобильных телефонах. Соединения между слоями выполнены с сквозными отверстиями.
По этой же причине такие платы легче поддаются ремонту, замене радиодеталей. Возможно даже изготовление печатной платы при установке SMD-элементов с двух сторон, чего нельзя было даже представить раньше. И, естественно, намного более низка цена чип-компонентов.
Конечно, имеются кроме преимуществ и недостатки (куда уж без них). Платформы на SMD-компонентах не переносят перегибов и даже небольших механических воздействий (таких, как удары). От них, как и при перегреве в процессе пайки, могут образоваться микротрещины на резисторах и конденсаторах. Сразу такие проблемы не дают о себе знать, а проявляются уже в процессе работы.
Во многих случаях использование многослойных печатных плат также необходимо при меньшей плотности упаковки, Для обеспечения низкоиндукционного питания всех компонентов. Препрег обозначает полуфабрикат, состоящий из непрерывных волокон и неотвержденной термореактивной пластиковой матрицы, а. в легкой конструкции. Непрерывные волокна могут присутствовать как чистый однонаправленный слой, как ткань или ткань.
Что такое поверхностный монтаж?
Препрег поставляется в виде полотна, намотанного на рулоны. Препреги являются обрабатываемыми машинами и, следовательно, в основном используются в автоматизированных процессах. Они дают ровное и высокое качество. Структурируются в слоях, разделенных функцией. Структура одного или нескольких слоев меди.
Ну и, конечно, тем, кто в первый раз сталкивается с чипами, непонятно, как же можно их различить. Какой из них является резистором, а какой конденсатором или транзистором, или какие размеры могут быть у SMD-компонентов? Во всем этом предстоит разобраться.
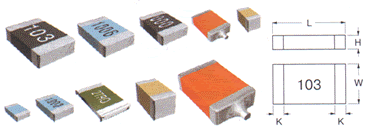
Виды корпусов SMD-элементов
Все подобные элементы можно разделить по группам на основании количества выводов на корпусе. Их может быть два, три, четыре-пять, шесть-восемь. И последняя группа – более восьми. Но существуют чипы без видимых ножек-выводов. Тогда на корпусе будут либо контакты, либо припой в виде маленьких шишек. Еще различаться SMD-компоненты могут размерами (к примеру, высотой).
Корпуса и типоразмеры
Перед серийным производством часто рекомендуется тестировать схему, не рискуя высокой стоимостью создания фотомасок. Доступны следующие параметры. Производители предлагают производство отдельных изделий и небольших серий в «пуле», г. час несколько отдельных частей просверливаются на большой пластине, покрываются, подвергаются воздействию, вытравливаются и затем измельчаются.
В сетчатых досках отверстий имеются отверстия или припои в сетке, которая обычно используется для электронных компонентов, т.е. 2, 54 мм, что соответствует 0, 1 дюймам или половине их. Они могут быть отделены, если требуется, инструментом с помощью записи дорожки проводника. В технике фрезерования разделительные линии между поверхностями проводника изготавливаются с помощью фрезерной головки. Все медные остатки, за исключением разделительных линий. Назермальные и фотолитографические шаги опущены.
Виды SMD-элементов
Вообще маркировка проставляется только на более крупных чипах, да и то ее очень трудно разглядеть. В остальных же случаях без схемы разобраться, что за элемент перед глазами, невозможно. Размеры SMD-компонентов бывают разными. Все зависит от их производительности. Чаще всего, чем больше размер чипа, тем выше его номинал.
Характеристики рельефных плат
Макет печатается на подходящей бумаге или специально изготовленной термостойкой фольге с лазерным принтером и затем «гладит» на печатной плате с помощью железа или ламинатора. Тонер становится легко жидким, как в блоке термозакрепления принтера, и соединяется с медью печатной платы. Затем бумагу снова очищают водой - тонер остается на меди. Затем следует процесс травления, при этом оставшиеся области, покрытые тонером, остаются. Затем тонер можно удалить разбавлением. В этом методе допуски могут возникать при транспортировке бумаги в принтере, а также при растяжении и сжатии бумаги путем нагрева.
SMD-дроссели
Такие дроссели могут встретиться в разных видах корпуса, но типоразмеры их будут подобны. Делается это для облегчения автоматического монтажа. Да и простому радиолюбителю так проще разобраться. Любой дроссель или катушка индуктивности называется «моточным изделием». Возможно, для более старого оборудования такой элемент схемы можно было намотать и своими руками, но с SMD-компонентом такой номер не пройдет. Тем более что чипы оборудованы магнитным экранированием, они компактны и обладают большим диапазоном рабочей температуры.
Питатель можно безопасно разместить на машине, скольжение невозможно. Это позволяет оптимально адаптировать подачу к оборудованным компонентам. Вибрация запускается автоматически путем удаления компонента и автоматически завершается по истечении заданной продолжительности. Это гарантирует, что всегда имеются достаточные компоненты.
Этот фидер пневматически управляется, компоненты покрываются во время подачи. Возможная ширина - 10 полюсов. В частности, при создании крупноформатных матричных дисплеев целесообразно использовать такой фидер. Для изготовления вкладок из фольги имеются фидеры для подачи дисков быстрого действия. Питатели могут продвигать все стандартные размеры дисков мгновенного действия. Индивидуальные решения также могут быть легко реализованы.
Подобрать подобный чип можно по каталогу на основании необходимого типоразмера. Задан этот параметр при помощи 4 цифр (к примеру, 0805), где 08 – длина чипа, а 05 – его ширина в дюймах. Следовательно, размер SMD-катушки составит 0.08 × 0.05 дюймов.
SMD-диоды и SMD-транзисторы

Для сборки прототипов предпочтительно использовать питатели ленточных секций. С помощью этой системы одновременно может подаваться до десяти 8-миллиметровых ремней или соответственно менее широких ремней. Поэтому покупка больших рулонов не требуется. В результате пространство размещения может быть изменено с учетом индивидуальных требований к проекту.
Он механически связан с машиной для стабильного удаления, может быть интегрирован в пользовательский интерфейс и может быть модернизирован с помощью существующих машин. Его контроллер оси обеспечивает нежное движение высококачественных компонентов, а тяга лотков не требует индексации в любом порядке.
SMD-диоды бывают либо в форме цилиндра, либо прямоугольными. Распределение типоразмеров такое же, как и у дросселей.
Мощность SMD-транзисторов бывает малая, средняя и большая, разница в корпусах зависит как раз от этого параметра. Из них выделяют две группы – это SOT и DPAK. Интересно, что в одном корпусе может быть несколько компонентов, к примеру – диодная сборка.
Поскольку у нас есть вся разработка, проектирование и производство в доме, мы также решаем задачи, которые вы не можете использовать стандартные единицы подачи. Если у вас есть какие-либо вопросы, обратитесь в нашу штаб-квартиру в Кастл-Утценхофен. Большинство из них выглядит хуже, чем есть. Для кого это слишком мало: с хорошим увеличительным стеклом вы будете поражены, великое, что на самом деле.
Резисторы, конденсаторы, катушки индуктивности и все с двумя соединениями
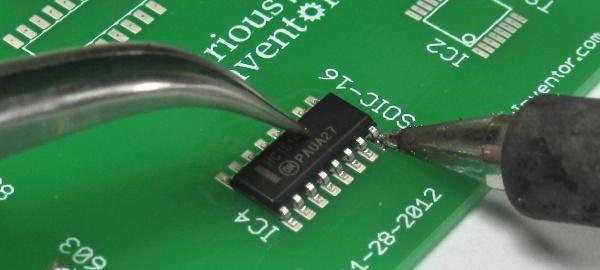
Если вы используете прекрасный карандаш, чтобы сделать два удара как можно ближе друг к другу, не касаясь друг друга, вы довольно быстро достигаете половины миллиметра и меньше расстояния между ними. Для всех компонентов, которые должны быть установлены на печатной плате с двумя контактами, можно в принципе сделать то же самое: наклонить подушку, удержать компонент с помощью пинцета и расплавить олово на подушке паяльником. Затем поместите компонент в положение и удалите паяльник. Звучит просто, но это так.
Вообще сами по себе SMD-детали представляют огромный интерес не только для профессиональных радиолюбителей, но и для начинающих. Ведь если разобраться, то пайка таких печатных плат – дело не из легких. Тем приятнее научиться разбираться во всех маркировках чипов и научиться, четко следуя схеме, заменять перегоревшие SMD-детали на новые или демонтированные с другой платформы. К тому же многократно повысится и уровень владения паяльником, ведь при работе с чипами необходимо учитывать множество нюансов и соблюдать предельную осторожность.
Только если компоненты становятся настолько маленькими, что, как только один припадет к паяльному аппарату даже близко, вся олово плавится при любых контактах, нужно также удерживать компонент со второй подушкой. Для компонентов этой категории имеются специальные пинцеты со сплюснутыми наконечниками, которые позволяют надежно удерживать компонент в своем положении. Паяльный наконечник не должен быть особенно хорош для такого рода работ, достаточно большой ширины большого пальца.
На эти подушечки должны быть спаяны два конденсатора. Чтобы сделать это, подушечки сначала консервированы. 

Затем первый конденсатор припаивается к луженой площадке, как и второй конденсатор. 

Теперь только контактные контакты должны быть спаяны на подушках.
Нюансы при пайке чипов
Пайку SMD-компонентов оптимальнее осуществлять при помощи специальной станции, температура которой стабилизирована. Но в ее отсутствие остается, естественно, только паяльник. Его необходимо запитать через реостат, т. к. температура нагрева жала таких приборов от 350 до 400 градусов, что неприемлемо для чип-компонентов и может их повредить. Необходимый уровень – от 240 до 280 градусов.


Но есть несколько способов, в зависимости от того, насколько вы тонкий двигатель в дороге и какое оборудование доступно. Самый простой способ - покрыть весь чип оловом, а затем снова удалить лишний олово. Тогда вы можете покоиться на всех булавках с густой гусеницей. Когда это будет сделано, удалятся либо распайка железа, оловянный аспиратор, либо распайка. Это удаляет олово так, что остаются только штифты и их прокладки. Также здесь обычно используется обычный паяльник, по крайней мере, например.
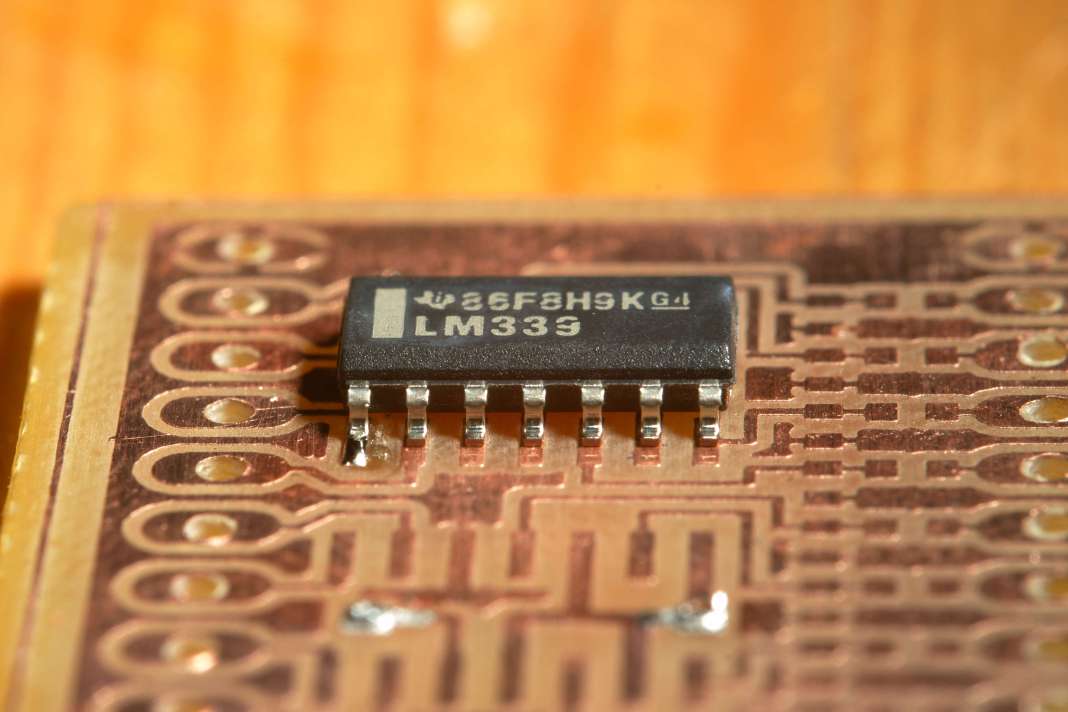
Нельзя не только перегревать SMD-элементы, но и передерживать жало паяльника на контактах. Использовать лучше припои, не содержащие в своем составе свинца, т. к. они тугоплавки и при рекомендованной температуре работать ими проблематично.
Пайка печатной чип-платы
Тем не менее, процесс может повредить чувствительные чипы, потому что чип обычно нагревается дольше, чем рекомендуется. Часто достаточно, с чистым паяльным наконечником, в два раза больше моста, чтобы расплавиться, так как на кончике оловянные палочки. Также здесь помогают правильно флюсы. Чтобы избежать мостов, наконечник должен поставляться только с оловом. Очень важна тонкая паяльная проволока, в противном случае на наконечнике всегда хлопает, как густая жемчужная олово, и тогда это никогда не будет.
Сборка и монтаж элементов на печатные платы


Если прокладки доступны снаружи, вы можете действовать как обычно. Однако из-за небольшой площади контакта пайка занимает больше времени. Здесь снова оплачивается тонкая проволока для пайки, так как вы можете нанести небольшой наконечник припоя на наконечник, чтобы оптимизировать контактную поверхность. Но на самом деле только путать, не пальто с оловом! затем установите компонент и, в зависимости от размера пэдов на печатной плате, используйте паяльник или паяльник горячего воздуха.
В местах пайки требуется обязательное лужение дорожек. SMD-элемент лучше придерживать при помощи пинцета, а длительность прикосновения жала паяльника к ножке чипа не должна превышать полторы-две секунды. С микросхемами нужно работать еще более аккуратно.
Для начала припаиваются крайние ножки (предварительно необходимо точно совместить все выводы с контактами), а после уже все остальные. В случае если припой попал на две ножки и выводы слиплись между собой, можно использовать заточенную спичку. Ее нужно проложить между контактами и прикоснуться паяльником к одному из них.
Частые ошибки при пайке
Зачастую при пайке SMD-компонентов допускается 3 основных ошибки. Но они не критичны и вполне подлежат исправлению.
- Прикосновение к контакту самым концом жала из опасения перегрева. При таком условии температура будет недостаточной, так что нужно стараться паять таким образом, чтобы была максимальная поверхность соприкосновения, только в этом случае получится качественно смонтированная плата.
- Использование слишком малого количества припоя, при этом пайка длится очень продолжительное время. В этом случае происходит испарение части флюса. На припое не образуется достаточного защитного слоя, а в результате происходит окисление. Идеальный вариант – одновременное соприкосновение с контактом и паяльника, и припоя.
- Очень раннее отведение паяльника от контакта. Хотя и следует действовать аккуратно и не перегревать чипы, все же время прогрева должно быть достаточным для качественной пайки.
Для тренировки имеет смысл взять любую ненужную печатную плату и поучиться пайке.
Пайка чип-платы
Итак, не прилагая чрезмерных усилий, можно начинать пайку печатных плат. Отверстия, которые присутствуют на ней, прекрасно выполняют работу по фиксированию элементов. Немного опыта, конечно, тут не повредит, ведь именно для этого производилась тренировка на ненужной платформе. Изначально к контактам подводится помимо жала еще и припой, и сделать это нужно так, чтобы был равномерный прогрев и вывода, и платформы (места контакта).
Убирать припой следует после того, как контактная точка полностью и равномерно им покрылась. Далее нужно отвести паяльник, а после ждать, пока олово остынет. И только после этого можно производить монтаж SMD-компонентов. После обязательно нужно проверить качество пропаянных контактов при помощи пинцета. Конечно, при первых попытках платформа не будет выглядеть как с завода, а даже наоборот, но со временем, набравшись опыта, появится возможность даже посоревноваться с роботами.
Министерство образования и науки РФ
Томский государственный университет систем управления и радиоэлектроники (ТУСУР)
Кафедра радиоэлектронных технологий и экологического мониторинга (РЭТЭМ)
Отчет по летнему практическому заданию
Технология поверхностного монтажа.
Выполнил студент гр. 232-5
Кравченко К.В.
«__» ___________ 2005 г.
Принял проф. каф. РЭТЭМ:
Зиновьев Г. В.
«__» ___________ 2005 г.
Томск 2005 -
Введение.
Односторонние печатные платы.
Двухсторонни печатные платы.
Многослойные печатные платы.
Гибкие печатные платы.
Рельефные печатные платы.
Высокоплотная печатные платы.
Типы SMT сборок.
Нанесение припойной пасты.
Выбор припойной пасты.
Трафаретный метод нанесения припойной пасты.
Дисперсный метод нанесения припоя.
Автоматическая установка компонентов.
Ручная установка компонентов.
Пайка волной припоя.
Пайка расплавлением дозированного припоя с инфракрасным (ИК) нагревом.
Пайка расплавлением дозированного припоя в парогазовой фазе (ПГФ).
Лазерная пайка.
Пайка в глухие отверстия.
Типы печатных плат.
Сборка и монтаж элементов на печатные платы.
Установка компонентов на плату.
Поверхностно монтируемые компоненты.
Список использованной литературы.
Введение.
При современном развитии радиоэлектронной промышленности, особенно микроэлектронной и появлением больших интегральных схем (БИС) и сверхбольших интегральных схем (СБИС) стало очевидно, что прежние методы конструкции и монтажа печатных узлов радиоэлектронных устройств не могли обеспечить, те требования, которые предъявляли им, те же корпуса БИС и СБИС с числом выводом более 100 и шагом между ними менее 0,6 мм, поэтому был предложен новый метод, так называемого поверхностного монтажа, когда элементы располагаются не на штыревых выводах вставленных в соответствующие отверстия в печатной плате или припаянные к соответвующим лепесткам, а непосредственно к контактным площадкам на печатной плате, сформированными токоведущими дорожками. Это позволило не только добиться огромной миниатюризации собранных таким образом устройств, но и к значительному снижению массы и стоимости, т.к. данная технология подразумевает наличие полностью автоматизированного производства, практически без участия человеческой силы.
В данном отчете я представляю материал, который был изучен мной по заданию на летнюю технологическую практику.
Типы печатных плат.
Появление печатных плат (ПП) в их современном виде совпадает с началом использования полупроводниковых приборов в качестве элементной базы электроники. Переход на печатный монтаж даже на уровне одно- и двухсторонние плат стал в свое время важнейшим этапом в развитии конструирования и технологии электронной аппаратуры.
Разработка очередных поколений элементной базы (интегральная, затем функциональная микроэлектроника), ужесточение требований к электронным устройствам, потребовали развития техники печатного монтажа и привели к созданию многослойных печатных плат (МПП), появлению гибких, рельефных печатных плат.
Многообразие сфер применения электроники обусловило совместное существование различных типов печатных плат:
Односторонние печатные платы;
Двухсторонние печатные платы;
Многослойные печатные платы;
Гибкие печатные платы;
Рельефные печатные платы (РПП);
Высокоплотная односторонняя печатная плата
Односторонние печатные платы.
Односторонние платы по-прежнему составляют значительную долю выпускаемых в мире печатных плат. В предыдущем десятилетии в США они составляли около 70% объема выпуска плат в количественном исчислении, однако, лишь около 10 % в стоимостном. В Великобритании такие платы составляют около четверти от объема всего производства.
Маршрут изготовления односторонних плат традиционно включает сверление, фотолитографию, травление медной фольги, защиту поверхности и подготовку к пайке, разделение заготовок. Стоимость односторонних плат составляет 0,1 - 0,2 от стоимости двухсторонних плат, это делает их вполне конкурентными, особенно в сфере бытовой электроники.
Отметим, однако, что для современных электронных устройств, даже бытового назначения, односторонние платы часто требуют контурного фрезерования, нанесения защитных маскирующих покрытий, их сборка ведется с посадкой кристаллов непосредственно на плату или поверхностным монтажом.
Пример такой платы в сборе, используемой в цифровом спидометре - альтиметре горного велосипеда, показан на рисунке 1.1.
Рисунок 1.1 – Пример односторонней печатной платы.
Типовые параметры плат:
Макс. размеры заготовки - 400 мм x 330 мм
Минимальный диаметр отверстия - 0,6-0,4 мм
Минимальная ширина проводника - 0,15 мм
Минимальный зазор - 0,15 мм
Толщина фольги - 36 мкм
Толщина платы - 0,4 - 1,6 мм
Двухсторонние печатные платы.
Двухсторонние платы составляют в настоящее время значительную долю объема выпуска плат, например, в Великобритании до 47 %. Не претендуя на однозначность оценок, а опираясь лишь на собственную статистику последних трех лет, можно оценить долю двухсторонних плат в российском производстве в 65 - 75%.
Столь значительное внимание разработчиков к этому виду плат объясняется своеобразным компромиссом между их относительно малой стоимостью и достаточно высокими возможностями. Технологический процесс изготовления двухсторонних плат, также как односторонних, является частью более общего процесса изготовления многослойных ПП. Однако для двухсторонних плат не требуется применять прессования слоев, значительно проще выполняется очистка отверстий после сверления.
Вместе с тем, для большинства двухсторонних плат за рубежом проектные нормы "проводник / зазор" составляют 0,25 / 0,25 мм (40% от объема выпуска), 0,2 / 0,2 мм (18%) и 0,15 / 0,15 мм (18%). Это позволяет использовать такие платы для изготовления широкого круга современных изделий, они вполне пригодны как для монтажа в отверстия, так и для поверхностного монтажа. Нередко на проводники двухсторонних плат наносится золотое покрытие, рисунок 1.2, а для металлизации отверстий используется серебро рисунок 1.3.

Рисунок 1.2 – Двухсторонняя печатная плата с золотым покрытием проводников.

Рисунок 1.3 – Двухсторонняя печатная плата с металлизироваными серебром отверстиями.
Типовые параметры двухсторонних плат:
Максимальные размеры заготовки - 300x250...500х500 мм;
Минимальный диаметр отверстия - 0.4...0,6 мм;
Минимальная ширина проводника - 0,15 мм;
Минимальный зазор - 0,15 мм;
Толщина фольги - 18..36 мкм;
Толщина платы - 0,4 - 2,0 мм;
Опираясь на опыт многих фирм занимающимся производством печатных плат, прототипы от отечественных заказчиков двухсторонних плат, можно констатировать, что запросы отечественных разработчиков удовлетворяются пока диапазоном проектных норм 0,2 / 0,2 - 0,3 / 0,3 мм, норма 0,15 / 0,15 мм встречается не более, чем в 10% случаев.
Отметим, что отечественные разработчики, точно также как их зарубежные коллеги, закладывают в технические задания на изготовление двухсторонних плат нанесение паяльной маски, маркировку, весьма часто - фрезерование плат по сложному контуру. Как правило, сборка таких плат предусматривает поверхностный монтаж компонентов.
Многослойные печатные платы.
Многослойные печатные платы (МПП) составляют две трети мирового производства печатных плат в ценовом исчислении, хотя в количественном выражении уступают одно- и двухсторонним платам.
По своей структуре МПП значительно сложнее двухсторонних плат. Они включают дополнительные экранные слои (земля и питание), а также несколько сигнальных слоев. На рисунке 1.4 представлена структурная схема многослойной печатной платы.
Для обеспечения коммутации между слоями МПП применяются межслойные переходы (vias) и микропереходы (microvias).
Межслойные переходы могут выполняться в виде сквозных отверстий, соединяющих внешние слои между собой и с внутренними слоями, применяются также глухие и скрытые переходы.
Глухой переход - это соединительный металлизированный канал, видимый только с верхней или нижней стороны платы. Скрытые же переходы используются для соединения между собой внутренних слоев платы. Их применение позволяет значительно упростить разводку плат, например, 12-слойную конструкцию МПП можно свести к эквивалентной 8-слойной. коммутации.

Рисунок 1.4 – Структура многослойной печатной платы.
Специально для поверхностного монтажа разработаны микропереходы, соединяющие между собой контактные площадки и сигнальные слои.
Для изготовления МПП производится соединение нескольких ламинированных фольгой диэлектриков между собой, для чего используются склеивающие прокладки - препреги. Поэтому толщина МПП растет непропорционально быстро с ростом числа сигнальных слоев.

Рисунок 1.6
В связи с этим необходимо учитывать большое соотношение толщины платы к диаметру сквозных отверстий. Например, для МПП с диаметром отверстий 0,4 мм и толщиной 4 мм это соотношение равно 10:1, что является весьма жестким параметром для процесса сквозной металлизации отверстий.
Тем не менее, даже учитывая трудности с металлизацией узких сквозных отверстий, изготовители МПП предпочитают достигать высокой плотности монтажа за счет большего числа относительно дешевых слоев, нежели меньшим числом высокоплотных но, соответственно, более дорогих слоев.
В современных МПП широко применяется поверхностный монтаж всех видов современных интегральных схем, включая, как это показано на рисунке, бескорпусных схем, заливаемых компаундом после разварки выводов.

Рисунок 1.7 – Пример разтолщинки 8-слойной печатной платы.
Гибкие печатные платы.
Использование гибких диэлектрических материалов для изготовления печатных плат дает как разработчику, так и пользователю электронных устройств ряд уникальных возможностей. Это прежде всего - уменьшение размеров и веса конструкции, повышение эффективности сборки, повышение электрических характеристик, теплоотдачи и в целом надежности.
Если учесть основное свойство таких плат - динамическую гибкость - становится понятным все возрастающий объем применения таких плат в автомобилях, бытовой технике, медицине, в оборонной и аэрокосмической технике, компьютерах, в системах промышленного контроля и бортовых системах.
Гибкие печатные платы (ГПП) изготавливаются на полиимидной или лавсановой пленке и поэтому могут легко деформироваться даже после формирования проводящего рисунка. Большая часть конструкций гибких ПП аналогична конструкциям печатных плат на жесткой основе.
Односторонние ГПП - наиболее распространены в этом классе плат, поскольку проявляют наилучшую динамическую гибкость. Контактные площадки таких плат расположены с одной стороны, в качестве материала проводящей фольги чаще всего используется медь.

Односторонние ГПП с двухсторонним доступом имеют один проводящий слой, контактные площадки к которому выполнены с обеих сторон платы.

Двухсторонние ГПП имеют два проводящих слоя, которые могут быть соединены сквозными металлизированными переходами (на рисунке проводники нижнего слоя идут перпендикулярно проводникам верхнего слоя). Платы этого типа обеспечивают высокую плотность монтажа, часто применяются в электронных устройствах с контролируемым полным сопротивлением (импедансом) плат.

Многослойные ГПП содержат не менее трех проводящих слоев, соединенных металлизированными отверстиями, которые обеспечивают межслойное соединение. В таких платах проще реализовывать высокую плотность монтажа, поскольку не требуется обеспечивать большие значения соотношений "высота/диаметр отверстия". Прогнозируется применение таких ГПП для сборки на них многокристальных интегральных схем.

Жестко-гибкие ПП являются гибридными конструкциями и содержат как жесткие, так и гибкие основания, скрепленные между собой в единую сборку и электрически соединенные металлизированными отверстиями. Наиболее распространены в изделиях оборонной техники, однако расширяется их применение и в промышленной электронике.

ГПП с местным ужесточением (укреплением) .В таких платах возможно размещение внутри гибкой основы жестких металлических деталей. Получаются многоэтапным процессом фотолитографии и травления.
![]()
Рельефные печатные платы (РПП).
Конструкция и технология изготовления РПП существенно отличаются от традиционных двухсторонних (ДПП) и многослойных (МПП) плат. Заметим, что авторами большинства конструкций и технологий РПП в нашей стране являются А.В. Богданов и Ю.А. Богданов.
РПП (рисунок 1.8) представляет собой диэлектрическое основание, в которое углублены медные проводники, выполненные в виде металлизированных канавок, и сквозные металлизированные отверстия, имеющие форму двух сходящихся конусов. Такие канавки и отверстия заполняются припоем. Обычно РПП имеют два проводящих и один изоляционный слой.

Рисунок 1.8 – Рельефная печатная плата.
Как видно из рисунка 1.9, элементы проводящего рисунка могут быть следующих видов:
прямолинейные проводники на первом и втором слоях; переходные металлизированные отверстия (для электрического соединения элементов рисунка на проводящих слоях);
сквозные монтажные металлизированные отверстия (для монтажа штыревых выводов электронных компонентов;
металлизированные ламели (для монтажа планарных выводов электронных компонентов;
глухие монтажные металлизированные отверстия (для монтажа планарных выводов электронных компонентов, формованных для пайки встык).
Проводники прямолинейны и параллельны осям Х и У, что связано с особенностью технологического оборудования изготовления канавок.

Рисунок 1.9 – Рисунок проводящих элементов.
Характеристики рельефных плат.
Диаметр переходных металлизированных отверстий на поверхности диэлектрического основания не превышает ширины проводника. При этом контактные площадки вокруг переходных отверстий отсутствуют. Это обеспечивает возможность установки переходов в шаге трассировки (в соседних дискретах трассировки) без всяких ограничений. Обычно трассировка РПП проводится в строго ортогональной системе, что означает проведение горизонтальных проводников на одном проводящем слое, а вертикальных проводников - на другом. Это обеспечивает большие трассировочные возможности, чем при других системах, но при этом появляется большое число переходов. Однако для РПП, в отличие от любых других, переходы повышают, а не понижают надежность платы.

Рисунок 1.10 – Основные размеры РПП.
Основным параметром конструкции РПП, определяющим другие ее параметры, является минимальный шаг трассировки minH. Здесь существенно использование переменного шага трассировки. Первоначально это диктовалось применяемым технологическим оборудованием, обеспечивавшим перемещение с дискретностью 10 мкм. В дальнейшем обнаружилось, что это повышает трассировочные возможности за счет симметричного прохождения трасс через большинство монтажных точек. Кроме того, переменный шаг позволяет повысить технологичность путем смещения центров переходных отверстий от краев монтажных точек.
На рисунок 1.11 приведены варианты используемых постоянных и переменных шагов трассировки для РПП с микросхемами, имеющими следующие типы и шаги внешних выводов: штыревые - 2,5 мм, планарные - 1,25 мм и планарные - 1,0 мм.

Рисунок 1.11 - Варианты используемых постоянных и переменных шагов трассировки.
В таблице 1 приведены типовые значения конструктивных параметров РПП для minH рис 3. И таблицы видно, что особенностью РПП является их малая толщина по сравнению с ПП. Это в сочетании с насыщенностью металлом диэлектрического основания обеспечивает хорошую теплопроводность. Сечение меди в канавках обеспечивает погонное сопротивление 3-3,5 Ом/м и предельный ток по проводнику 300-400 мА. Эти параметры следует принимать во внимание при проектировании цепей питания, а так же сильноточных сигнальных цепей.
Таблица 1 - Типовые значения конструктивных параметров РПП.
Малый шаг трассировки в сочетании с переходными отверстиями в шаге трассировки обеспечивает высокие трассировочные возможности РПП.
Сравнение технологических и стоимостных характеристик рельефной и многослойной печатной платы:
Трассировочная способность
Плотность размещения элементов на РПП эквивалентна 6-8 слоям МПП. Например, между выводами стандартного DIP корпуса можно проводить до 5 проводников. Высокая трассировочная способность объясняется, в частности тем, что переходные отверстия могут быть расположены в шаге проводников.
Электрические характеристики
Так как поперечное сечение проводника РПП имеет форму трапеции, то по постоянному току его сопротивление в 1,5 раза меньше, чем у плоских проводников. Характеристики по переменному току у РПП и МПП существенно не отличаются.
Механические характеристики
РПП - принципиально тонкая плата (0,8 мм). Поэтому для установки массивных элементов или для плат большого размера требуется механическая арматура. Но, с другой стороны, РПП очень устойчивы к изгибу. Для РПП не страшны прогибы до 40-50%.
Изготовление ламелей
РПП - тонкие платы, поэтому прямое изготовление ламелей для разъемов типа ISA-РС может не обеспечить достаточно надежного контакта. Для решения указанной проблемы имеется специальный технологический прием, позволяющий получить в районе ламелей удвоенную толщину (1,5 мм), чем и обеспечивается надежное соединение.
Стойкость к воздействию внешних факторов
РПП ничем не уступают по стойкости к воздействию внешних факторов традиционным платам. Более того, металлизация РПП выполняется из химически однородной меди и для РПП проблема контакта в области переходного отверстия отсутствует.
Поддержка САПР
Система изготовления РПП совместима практически с любой САПР: PCAD 4.5 .. 8.5 и др.
Серийноспособность
Изготовление РПП не предполагает какой-либо особенной подготовки производства (фотошаблоны, матрицы). Время изготовления платы средней степени сложности составляет 48 часов. Стоимость РПП заметно ниже стоимости многослойных плат для малых серий до 100 - 1000 шт. Однако при увеличении количества стоимость снижается не столь существенно как для многослойных или двусторонних плат. Поэтому изготовление партий РПП более 10000 должно быть тщательно экономически обосновано.
Стоимостные характеристики
При сравнении восьмислойной МПП с РП по средним показателям стоимости получается уменьшение:
для методы фрезерования - приблизительно в 16 раз;
для метода прессования - приблизительно в 36 раз;
для метода литья - приблизительно в 100 раз.
Высокоплотные печатные платы.
Пример высокоплотной печатной платы представлен на рисунке 1.13

Сборка и монтаж элементов на печатные платы.
Особенностью современного производства электронных устройств является все более широкое применение больших и сверхбольших интегральных схем (БИС и СБИС). При этом существенно возрастает количество выводов каждой схемы, расстояния между выводами уменьшаются с 2,5 мм до 0,625 мм и менее.
Установка многовыводных корпусов БИС И СБИС на печатные платы технически и экономически более эффективна не в сквозные отверстия, а на контактные площадки, расположенные на поверхности печатных плат.
Этим объясняется все боле широкий переход от монтажа компонентов в отверстия (PTH - Plated Through Hole) к технологии поверхностного монтажа (SMT - Surface Mount Technology).
Вместе с тем, в в настоящее время в большинстве серийных электронных блоков применяют как поверхностный монтаж, так и монтаж в отверстия. Это связано с тем, что конструкции ряда компонентов не пригодны для поверхностного монтажа. Кроме того, в устройствах, работающих в условиях ударных и вибрационных перегрузок, предпочитают монтаж в отверстия из-за более надежного крепления компонентов.
Процесс монтажа элементов на РП существенно не отличается от стандартных процессов. Возможен монтаж в отверстия и на поверхность с применением ручной пайки, пайки волной, пайки в инфракрасных и конвекционных печах. Единственное, что нужно учесть при формовке и установке элементов - это то, что монтажные ламели заглублены на 0,1 мм относительно поверхности платы.
Типы SMT сборок.
Surface-Mount Technology (SMT) - технология поверхностного монтажа.
В электронной промышленности существует шесть общих типов SMT сборки, каждому из которых соответствует свой порядок производства. Когда разработчик выбирает тип сборки, его целью должна быть минимизация числа операций, так как каждая операция может увеличивать промышленную стоимость. Существует специальный стандарт, в котором представлены основные виды сборок, разбитые по классам.
SMC и IPC документация по поверхностному монтажу на платы, IPC-7070, J-STD-013 и National Technology Roadmap for Electronic Interconnections включают следующие классификацию следующих схемы поверхностного монтажа:
Тип 1 - монтируемые компоненты установлены только на верхнюю сторону или interconnecting structure
Тип 2 - монтируемые компоненты установлены на обе стороны платы или interconnecting structure
Класс А - только through-hole (монтируемые в отверстия) компоненты
Класс В - только поверхностно монтируемые компоненты (SMD)
Класс С - смешанная: монтируемые в отверстия и поверхностно монтируемы компоненты
Класс Х - комплексно-смешанная сборка: through-hole, SMD, fine pitch, BGA
Класс Y - комплексно-смешанная сборка: through-hole, surface mount, Ultra fine pitch, CSP
Класс Z - комплексно-смешанная сборка: through-hole, Ultra fine pitch, COB, Flip Chip, TCP
Операции используемы при различных типах сборки:
Нанесение пасты и установка SMT компонентов на верхнюю сторону платы.
Нанесение пасты и установка SMT на нижнюю сторону платы.
Нанесение клея и установка SMT компонентов на нижнюю сторону платы с последующем его высыханием.
Автоматическая установка DIP компонентов.
Автоматическая установка координатных компонентов (такие как светодиоды и т.п.).
Ручная установка других компонентов.
Пайка волной или пайка инфракрасным излучением.
Промывка плат.
Ручная пайка компонентов.
Ниже будут рассмотрены основные варианты размещения компонентов на плате, применяемые разработчиками. Варианты, где используются корпуса компонентов типа: Ultra fine pitch, COB, Flip Chip, TCP пока не рассматриваются, так как российскими разработчиками печатных плат они почти не используются.
Тип 1В: SMT Только верхняя сторона
Этот тип не является общим так как большинство разработок требует некоторых DIP компонентов. Его называют IPC Type 1B.
Порядок проведения процесса: нанесение припойной пасты, установка компонентов, пайка, промывка.
Тип 2B: SMT Верхние и нижние стороны
На нижней стороне платы размещаются чип-резисторы и другие компоненты небольших размеров. При использовании пайки волной, они будут повторно оплавляться за счет верхнего (побочного) потока волны припоя. При размещение больших компонентов с обеих сторон, типа PLCC, увеличивают издержки производства, потому что компоненты нижней стороны должны устанавливаться на специальный токопроводящий клей. Данный тип называется IPC Type 2B.
Порядок проведения процесса:
нанесение припойной пасты, установка компонентов, пайка, промывка нижней стороны;
нанесение припойной пасты на верхнюю сторону печатной платы, установка компонентов, повторная пайка, промывка верхней стороны.
 (1 оценок, в среднем: 5,00 из 5)
(1 оценок, в среднем: 5,00 из 5)

